

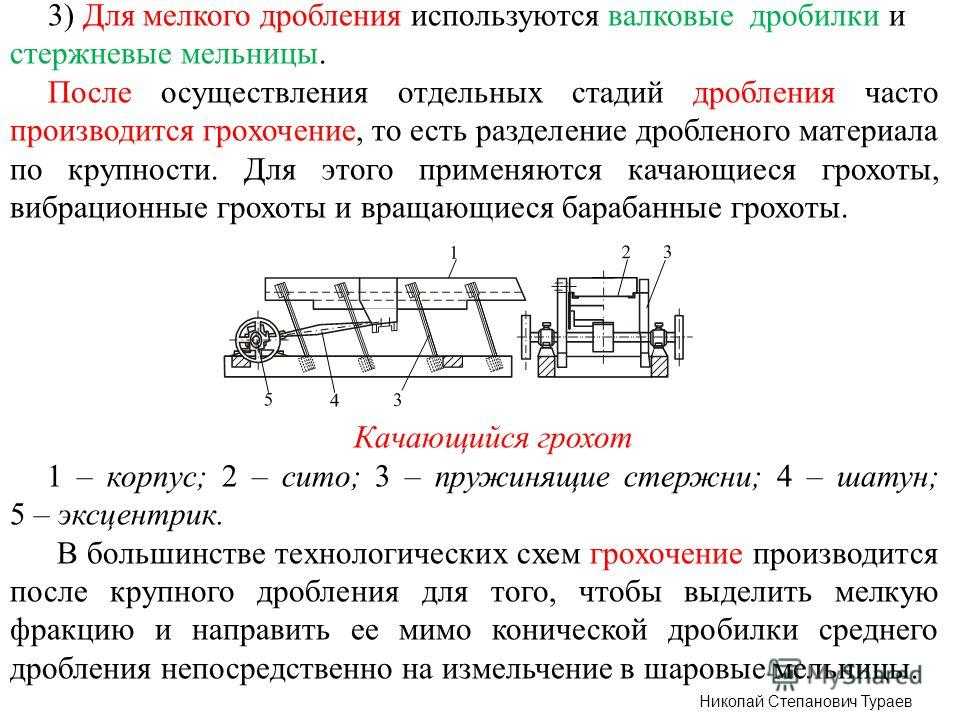
Агрегат шлифования полос и лент
|
Агрегат шлифования полос и лент — , состоящая из разматывателя, моталки и 2 — 4 станков (шлифовальных кабин) барабанного типа с бесконечной абразивной лентой. Барабаны с лентой располагают по ходу полосы сверху и снизу ее попеременно. движения абразивной ленты 10-30 м/с. Скорость перемещения металла 0,04 — 0,4 м/с. ведут с подачей масла. Скорость съема металла — до 0,1 кг/с. За обычно снимают до 0,01 мм на сторону. Смотка обработанной полосы возможна с использованием прокладочной бумага. Обрабатываются полосы толщиной 0,3 — 1,5 мм. Смотри также: — — — трубопрокатный агрегат — — — — непрерывного действия — профилегибочный агрегат — — — — — — — — — — — агрегат для прямого получения железа — — ) — агрегат комплексной обработки стали () — |
Адгезия
|
Адгезия Адгезия проявляется при коагуляции неметаллических включений в жидких металлах и сплавах. В результате адгезии укрупняются неметаллические включения, что способствует их выделению из металла в шлак. Адгезия или под давлением. Адгезия обусловливает сцепление гальванических или иных покрытий (оксидных, сульфидных) на поверхности металлов для защиты изделий. Адгезия широко используется при пайке, лужении, цинковании, нанесении лакокрасочных покрытий, предохраняющих металл от коррозии. Адгезия имеет большое значение в порошковой металлургии при формировании и спекании изделий из металлических порошков, а также при создании разных композиционных материалов, в которых частицы того или иного соединяются с волокнами основы сплава. Адгезия усиливается, когда поверхности тел электрически заряжены и при контакте образуется донорно-акцепторная . Усилить адгезию можно химической очисткой поверхности, обезжириванием, вакуумированием, ионной бомбардировкой, воздействием электронно-магнитного излучения. |

![Агломерация [1969 щербаков в.п. - основы доменного производства]](https://asdisel.ru/wp-content/uploads/6/2/2/622b88c13d340da65f2000198d229ded.jpeg)



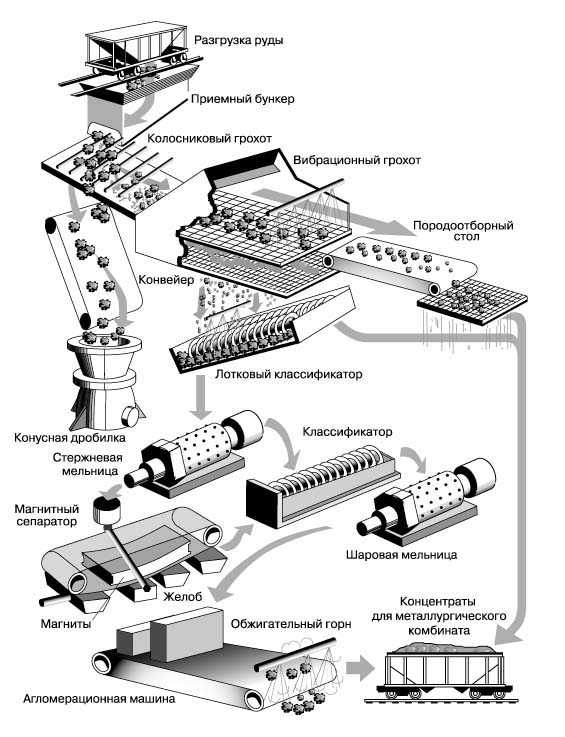
Основные машины агломерационных фабрик
Современное состояние мирового агломерационного производства характеризуется неуклонным ростом абсолютного объёма производства агломерата, связанного с увеличением числа и единичной мощности доменных печей.
Новые агломерационные фабрики, оснащены наряду с крупнейшими агломерационными машинами огромным комплексом вспомогательного оборудования.
Значительное внимание уделяется вопросам улучшения условий эксплуатации и ремонта оборудования, механизации многих трудоёмких операций. Например, механизированы ремонты транспортерных лент, замены спекательных тележек и колосников, уборка пыли газоочистных и аспирационных систем
Предусматриваются меры по уменьшению запыленности окружающего воздушного бассейна.
В состав современной агломерационной фабрики входят следующие основные сооружения, оснащенные соответствующим механическим оборудованием:
- отделение вагоноопрокидывателей;
- приемные бункера;
- отделение распределения сырых материалов;
- шихтовые бункера;
- отделение дробления и измельчения флюса и топлива;
- первичного смешивания;
- агломерации;
- газоочистных сооружений;
- нагревателей воздуха (эксгаустеров);
- охлаждения и сортировки агломерата;
- сортировки возврата.
Способы оптимизации работы конвейерных агломерационных машин
Для обеспечения эффективной работы конвейерных агломерационных машин используются различные способы оптимизации процесса. Оптимизация позволяет повысить производительность, снизить затраты энергии и сырья, а также улучшить качество получаемой агломерации.
1. Регулирование скорости подачи материала
Один из важных способов оптимизации работы конвейерных агломерационных машин заключается в регулировании скорости подачи сырья на конвейер. Это позволяет достигать оптимальной интенсивности процесса агломерации и предотвращать перегрузки или недогрузки машины.
2. Управление условиями обжига
Оптимизация работы конвейерных агломерационных машин включает также управление условиями обжига сырья. Изменение температуры и времени обжига позволяет достичь желаемого качества агломерации, а также снизить энергозатраты.
3. Использование инновационных технологий
Для оптимизации работы конвейерных агломерационных машин могут применяться инновационные технологии, такие как автоматизация процесса, использование специализированных агентов агломерации, контроль и анализ данных и т.д. Это позволяет улучшить качество и эффективность процесса агломерации.
4. Профилактическое обслуживание и регулярное техническое обслуживание
Оптимизация работы конвейерных агломерационных машин также включает правильное проведение профилактического обслуживания и регулярное техническое обслуживание оборудования. Это позволяет предотвратить возможные поломки и снизить вероятность простоев, повышая общую эффективность работы машины.
5. Обучение и квалификация персонала
Важным способом оптимизации работы конвейерных агломерационных машин является обучение и повышение квалификации персонала. Это позволяет персоналу лучше понимать процесс агломерации, уметь выполнять необходимые настройки и регулировки на машине, а также оперативно реагировать на возникающие проблемы и сбои в процессе работы.
Использование указанных способов оптимизации работы конвейерных агломерационных машин позволяет повысить эффективность производства, улучшить качество агломерации и снизить затраты на процесс.
2.2 Распределение и движение газов и шихты в доменной печи.
Газовый поток.
Высокопроизводительная
и экономичная работа доменной печи
в значительной мере зависит от того,
как организовано движение и распределение
газов и шихты в ее рабочем
пространстве. Движение газов и распределение
их в печи определяется множеством
факторов, но главным из них являются
гранулометрический состав шихты и ее
распределение на колошнике во время загрузки
и перераспределение при движении в доменной
печи. В свою очередь и движущийся газовый
поток влияет на распределение шихты.
Газы в доменной печи
движутся через столь шихты снизу
вверх под действием разности давлений,
зависящей от величины сопротивления
загруженной в печь шихты и количества
воздуха, нагнетаемого в горн воздуходувной
машиной. Проходя путь 24 – 26 м в течение
нескольких секунд, газовый поток должен
выполнить тепловую и восстановительную
работу и обеспечить ровный сход шихтовых
материалов от колошника к горну. Исходя
из этих функций газового потока к распределению
газов предъявляются противоречивые требования.
Для наиболее полного использования тепла
и восстановительной способности газового
потока газы по сечению печи должны распределяться
равномерно, иными словами, температура
и состав газов во всех точках сечения
доменной печи должны быть одинаковыми,
а шихта – в равной мере нагретой и восстановленной.
Для обеспечения ровного
схода шихты газовый поток
по сечению печи должен распределяться
неравномерно, проходя в большем
количестве у стен и в осевой зоне
печи, т. е. там, где чаще всего бывает
меньше руды или агломерата.
В действительности же в
доменной печи невозможно достичь равномерного
распределения газов по сечению
вследствие специфических особенностей
доменного процесса и конструкции
доменной печи.
Наиболее важным показателем,
характеризующим распределение
газового потока по сечению столба
шихты, является сопоставление количеств
газов, проходящих через равновеликие
площади заполненного шихтой сечения
печи в единицу времени.
Распределение материалов на колошнике
при загрузке доменной печи.
Исходя из требований, предъявляемых
к распределению газов в доменной
печи, материалы при загрузке должны
распределяться неравномерно по сечению
печи как по крупности, так и по компонентам
шихты. У стен должно сосредотачиваться
больше крупного агломерата с целью лучшего
использования периферийных газов, а у
оси – больше кокса. Большое количество
мелких фракций железосодержащих компонентов
у стен печи недопустимо во избежание
тугого хода. Основную часть мелких фракций
необходимо располагать в промежуточном
кольце между периферией и центром.
По окружности печи материалы
должны, наоборот, распределяться строго
равномерно, т. е. так, чтобы любая
окружность горизонтального сечения
была кривой равного содержания диоксида
углерода в газе и кривой одинаковой
температуры.
Этим условиям распределения
шихты удовлетворяет принятый способ
загрузки материалов при помощи конуса
и воронки. Шихтовые материалы –
кокс, железосодержащие компоненты и
флюс – загружают в доменную печь
отдельными порциями, называемыми подачами.
Количественное соотношение компонентов
шихты в каждой подаче строго постоянное.
Оно определяется расчетом шихты. Материалы
на колошник подают специальными тележками
– скипами, перемещающимися по рельсам
наклонного моста. Объем материалов
одной подачи соответствует объему
нескольких скипов, поэтому подача на
колошник подается по частям несколькими
скипами. При этом одну часть скипов подачи
загружают коксом, а другую – железосодержащими
компонентами и флюсом. При полностью
офлюсованном агломерате подача состоит
только из скипов с агломератом и коксом.
Аккар-процесс
|
Аккар-процесс Процесс АККАР разработан в конце 1960-х гг. ф. «Аллис-Чалмерс» (США). Демонстрационная (35 тыс. т/год) была пущена в 1973 г. на опытном заводе в Ниагара-Фоле (Канада). Первая промышленная вращающаяся АККАР сооружена в Фальконбридже (Канада) в 1976 г. и в 1981 г. остановлена из-за финансовых затруднений. Вторая промышленная установка АККАР построена в 1983 г. фирмой «Орисса Спонж Айрон» (Индия) (150 тыс. т/год). Длина печи 84 м, 4 м. В шихту, содержащую железную руду (66,5 % ) и , вдувают . Время пребывания материалов в печи — 8 ч. Продукт охлаждают в трубчатом холодильнике и подвергают магнитной сепарации. Удельный энергии |

Агломерация как экономический процесс
Одним из основных элементов агломерации является инфраструктура, которая включает в себя транспортную сеть, жилой фонд, коммуникации и другие объекты. Наличие развитой инфраструктуры способствует притоку рабочей силы и капитала, создает условия для повышения производительности труда и экономического роста.
Одним из главных преимуществ агломерации является экономия масштаба. Концентрация предприятий и населения позволяет снизить издержки производства и обслуживания за счет общего использования ресурсов и инфраструктуры. Это позволяет снизить стоимость товаров и услуг, что способствует росту спроса на них и увеличению объемов производства.
Также агломерация способствует обмену знаниями и опытом между предприятиями и специалистами, что способствует инновационному развитию региона. Регулярное взаимодействие и сотрудничество между предприятиями и научными учреждениями способствует созданию и внедрению новых технологий, идей и продуктов. Это повышает конкурентоспособность и рост производительности, а также способствует привлечению инвестиций.
Однако агломерация может также стать и негативным фактором. Большое скопление предприятий и населения может привести к увеличению коммунальных издержек и экологических проблемам. Недостаток жилья и высокая стоимость недвижимости могут привести к социальной неравенству и проблемам доступности жилья для населения.
Таким образом, агломерация является сложным и многогранным экономическим процессом, который имеет как положительные, так и отрицательные стороны. Правильное планирование и регулирование агломерации позволяет достичь максимальной эффективности и устойчивого развития региона.
Способы, основанные на получении цементирующего силиката в процессе брикетирования
Способ Шумахера
В этом способе связующим является силикат типа CaO • SiO2 • nН2O, получающийся по схеме
Ca (ОН)2 + SiO2 + (n — 1) H2O = CaO • SiO2 • nH2O.
Для его получения применяются измельченные кварцевый песок и известь в количестве 8 —10%. Этот порошок тщательно смешивается с рудой (лучше всего растереть под бегунами) при соответствующем увлажнении, а затем смесь прессуется при давлении 400—700 кг/см2. Брикеты упрочняют обработкой паром при давлении 10 атм в течение 2—4 часов.
После обработки паром брикеты приобретают высокую прочность и хорошую термическую устойчивость.
В промышленной практике способ Шумахера не получил распространения вследствие своей сложности и дороговизны.
Способ Фонякова
Этот способ основан на связующей силе гелей кремнекислоты, выпадающих из раствора жидкого стекла при обработке слабым раствором хлористого кальция.
Для получения геля кремнекислота руда перед прессованием последовательно увлажняется — сначала 1—2%-ным раствором жидкого стекла, затем 1,5—2%-ным раствором хлористого кальция и после этого поступает в пресс. По выходе из пресса брикеты проходят сушку и обжиг при температуре 400—500° для дегидратации образовавшегося геля кремнекислоты, после чего приобретают высокую прочность, удовлетворяющую предъявляемым к брикетам требованиям.
Способ Фонякова не дает хороших результатов применительно к бурым железнякам.
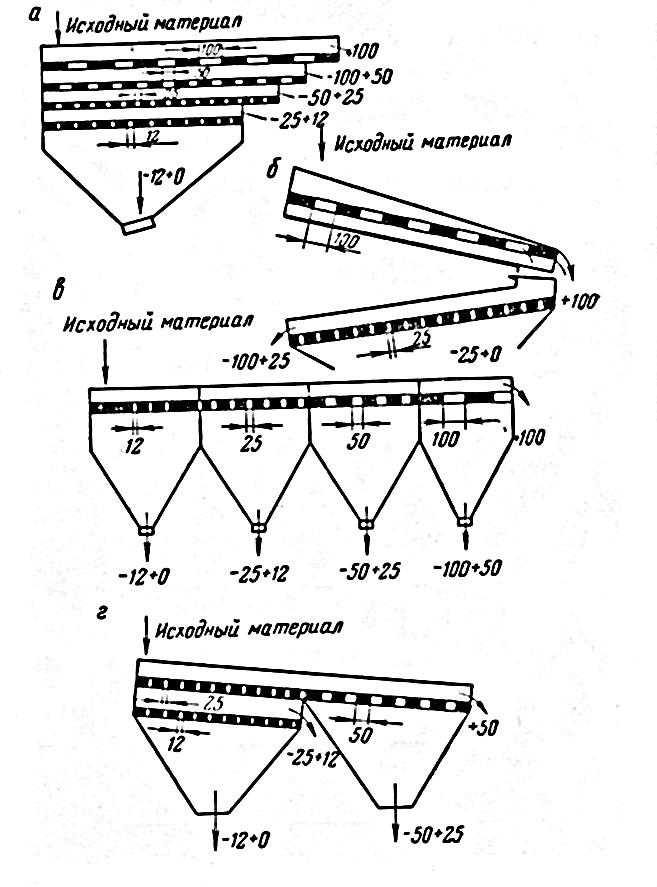
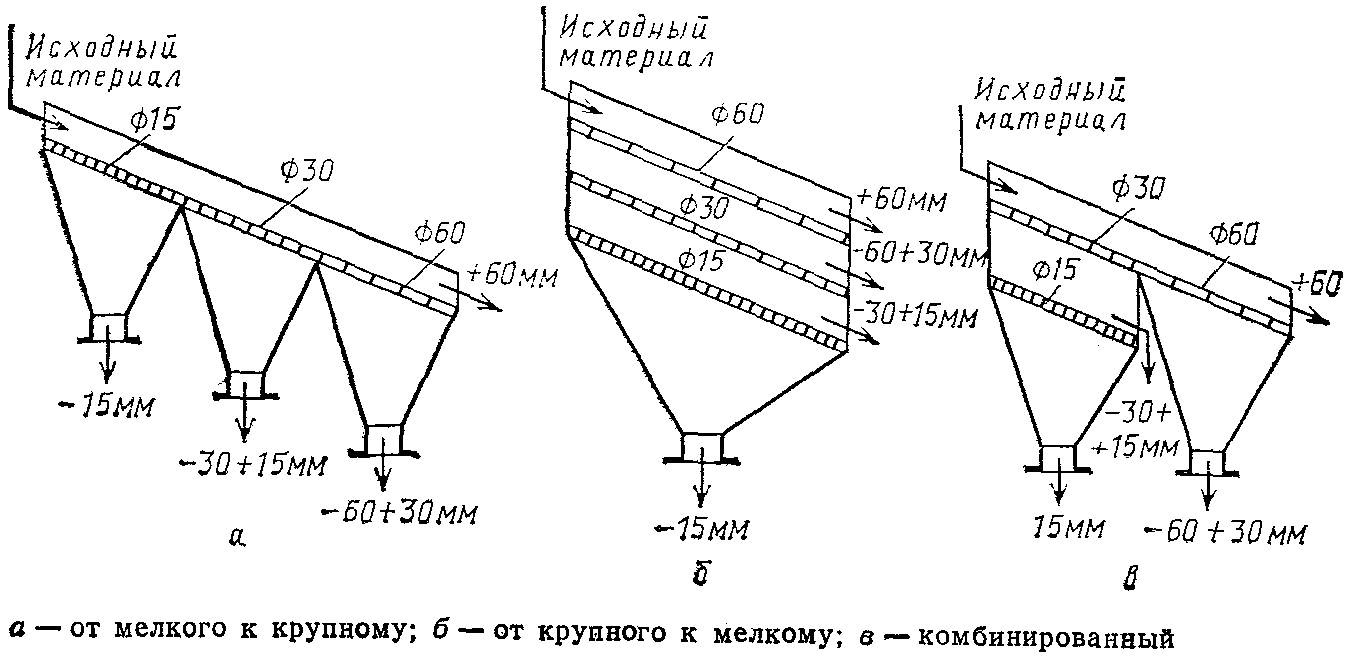
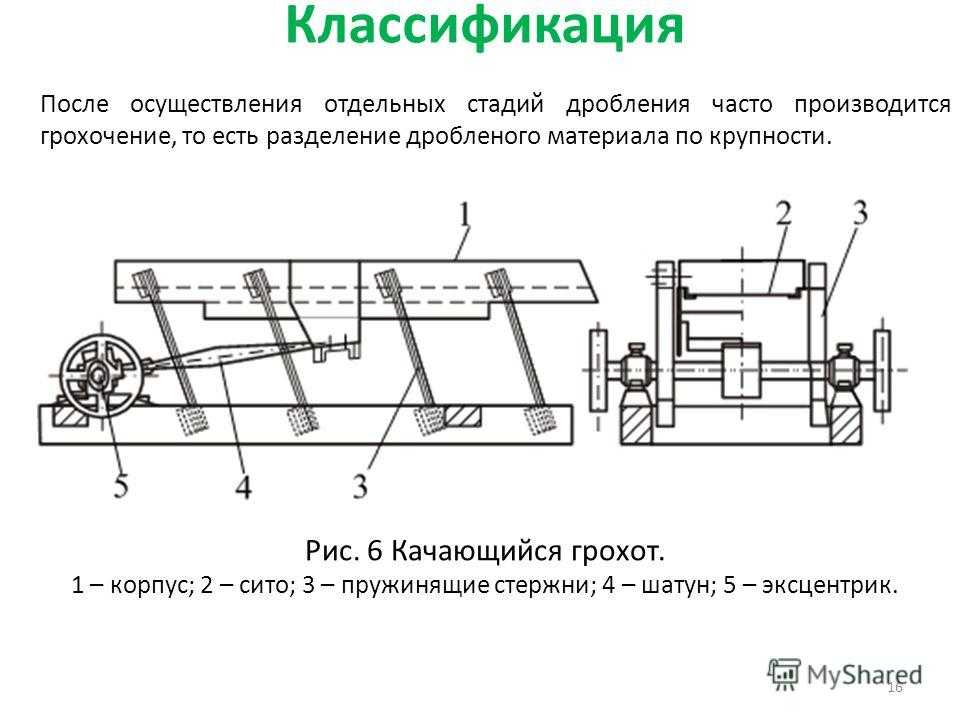
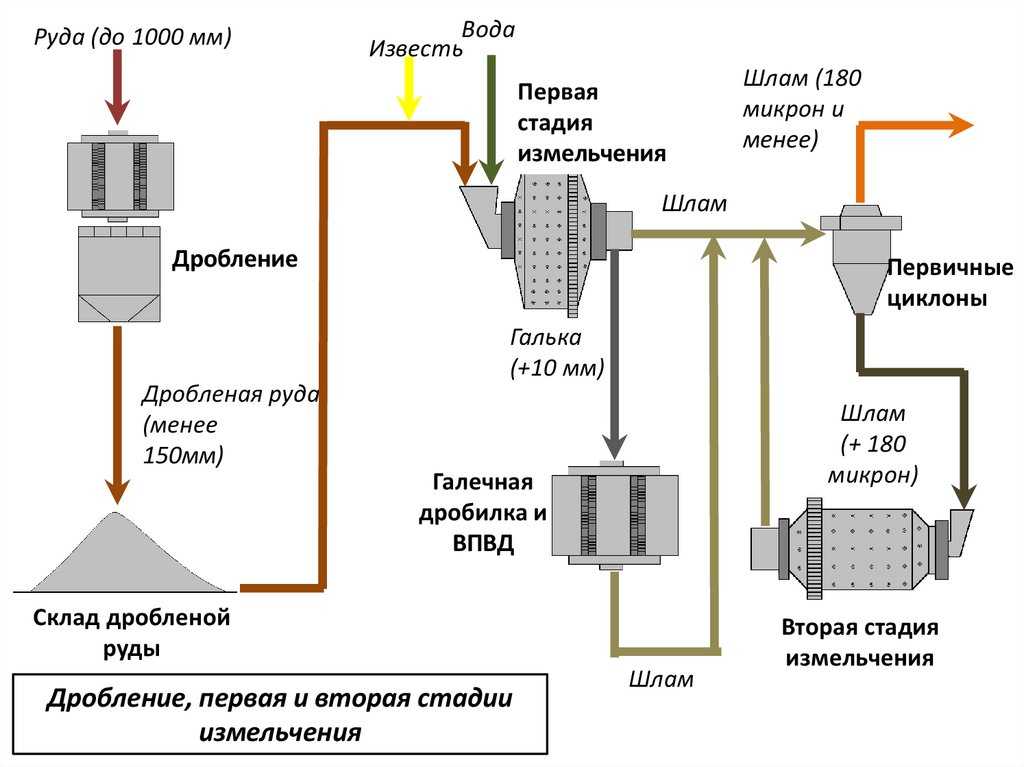
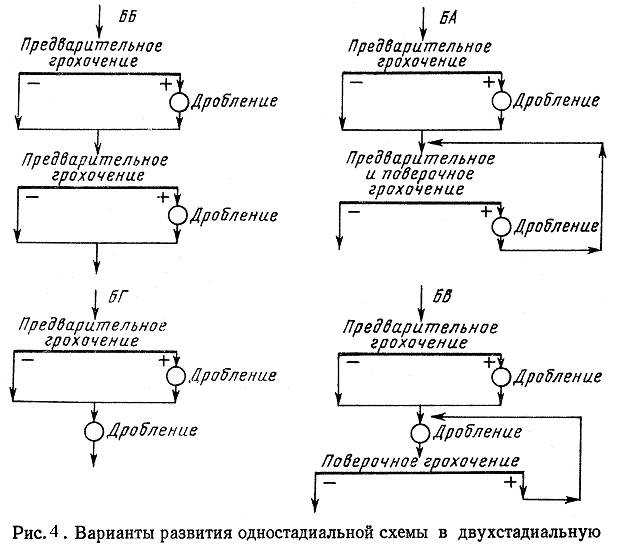
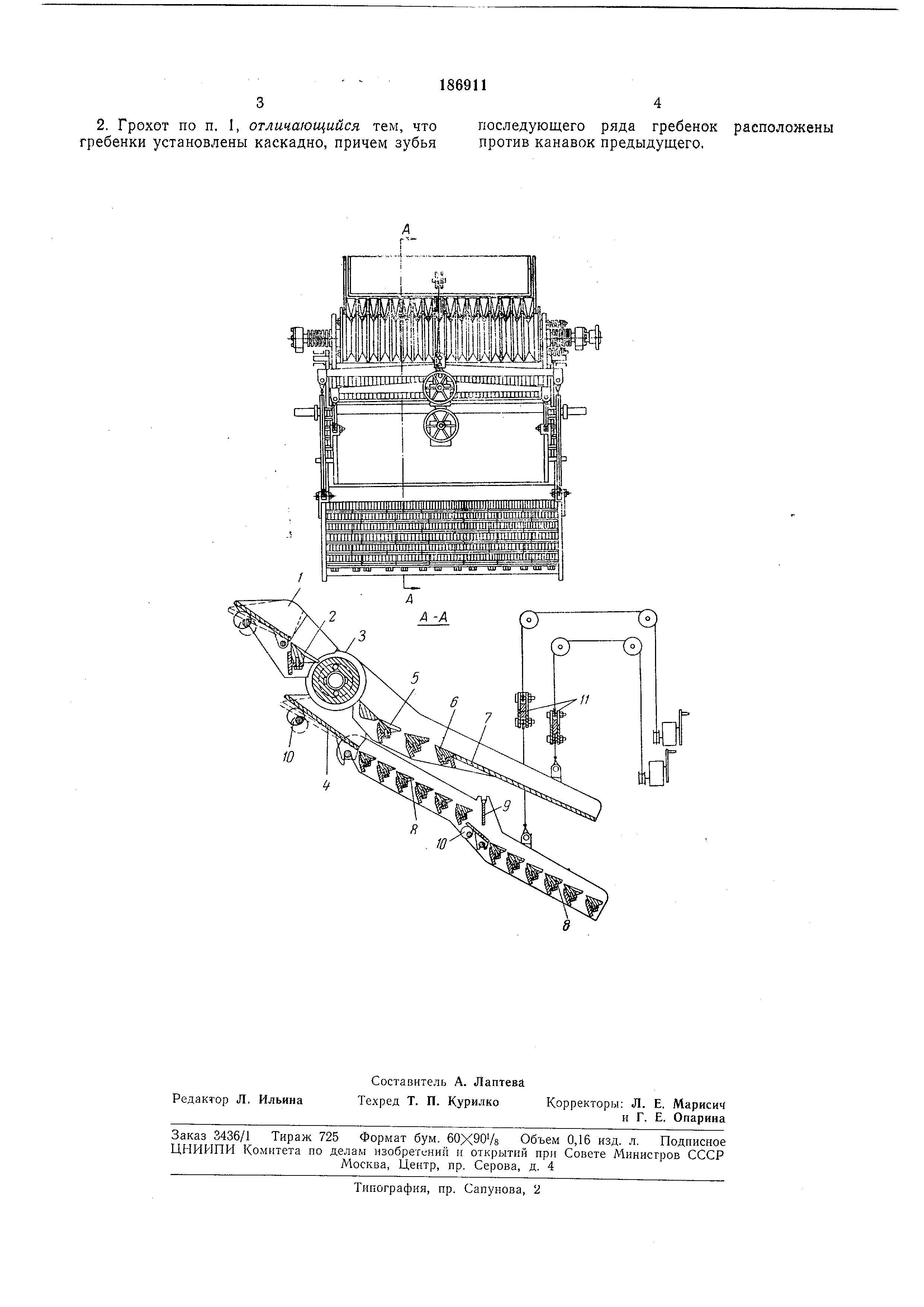
Дробление и грохочение агломерата
Высококачественным агломератом для доменного передела следует считать агломерат равномерный по крупности, с минимальным содержанием классов более 30 и менее 5 мм. Среднемассовая температура спека, разгружаемого с агломашины не должна превышать 100 С, определяется визуально по свечению нижней части спека. Дробление пирога спеченного агломерата производится зубчатой дробилкой. Верхний предел крупности кусков при дроблении в одну стадию не должен превышать 150 мм.
Запрещается работа агломашины при накоплении возврата выше уровня колосников нижнего каскада ( первого ряда колосников) первичного стационарного грохота.
Агломерат при этом выдается на пластинчатый конвейер и далее транспортируется в корпус вторичного грохочения для рассева на вторичном стационарном грохоте.
Грохот вторичного рассева (2000 х 3000мм), установлен в головной части пластинчатого конвейера, просвет между колосниками должен составлять 4-5мм. После грохочения фракция менее 5мм является возвратом вторичного грохочения и с помощью разгрузочной течки ссыпается в барабан охлаждения с последующей выдачей на конвейер ПУ3-4В. После грохочения агломерат выдается в хоппера. Каждая машина оборудована пластинчатым конвейером шириной 1000 мм.
Первичный возврат не должен содержать более 0.8% углерода (определяется химическим путем). Из бункера провала возврат питателями ДТ-200 подается в барабан охлаждения ( 6шт ). Барабаны-охладители (1800 х 4800 мм) должны иметь скорость вращения — 6 об/мин.
Подача воды в барабан охлаждения регулируется по заданной температуре увлажненного возврата. Возврат должен иметь 3-5% влаги и охлажден до 60-70С. Из барабанов-охладителей первичный возврат выдается конвейера ПУ3-1В и ПУ3-2В, которыми он подается на конвейера и разгружается в бункера шихтового отделения.
Возврат фракции менее 5 мм, после вторичного грохочения подвергается охлаждению водой в барабане-охладителе (1500 х 4000мм). Возврат от первичного и вторичного грохочения, конвейерами транспортируется и перегружается в бункера шихтового отделения.
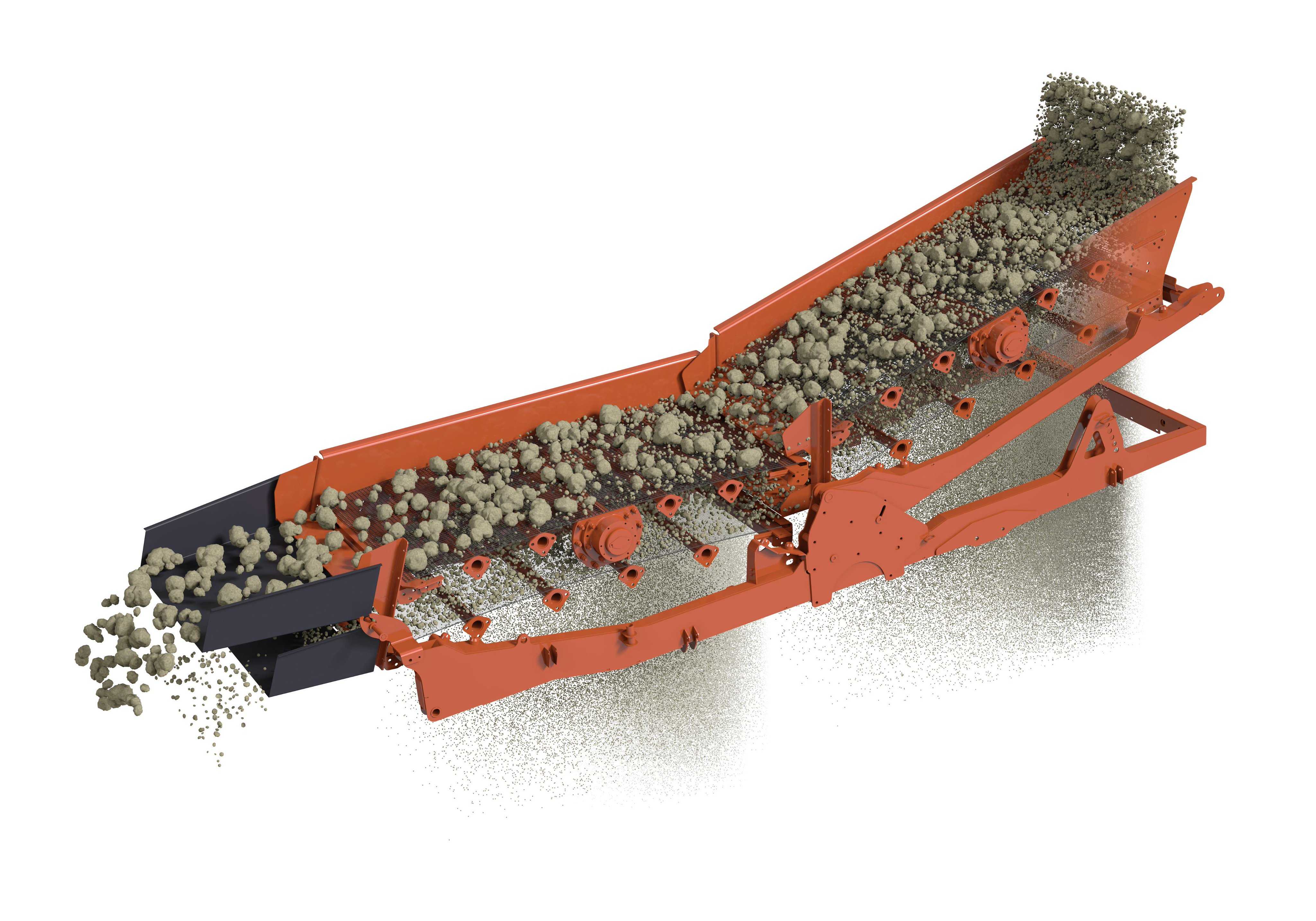
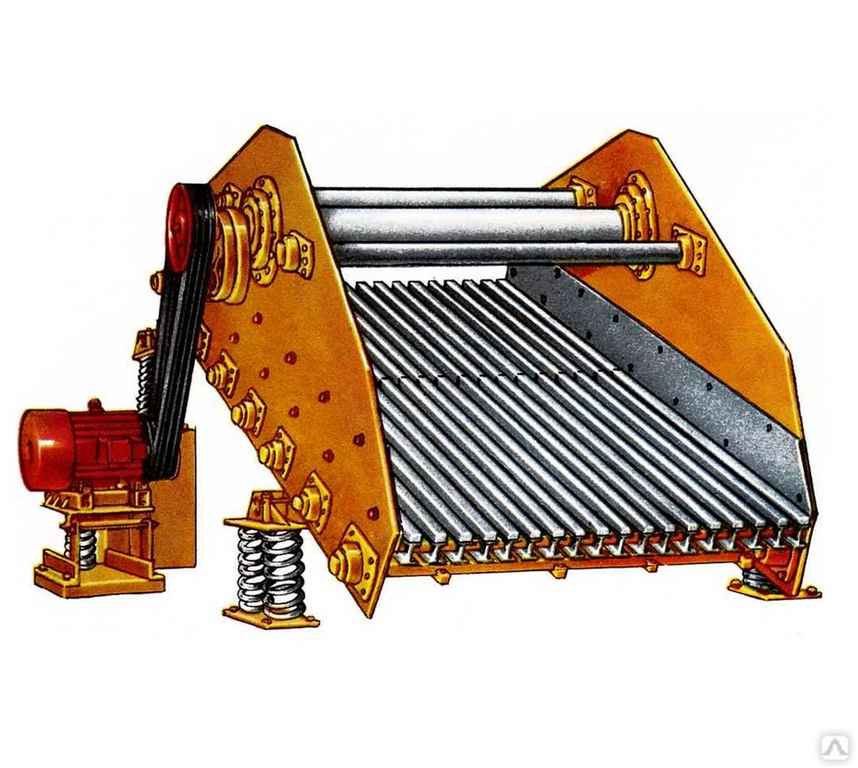
Компания в России Интех ГмбХ / LLC Intech GmbH на рынке инжиниринговых услуг с 1997 года, официальный дистрибьютор различных производителей промышленного оборудования, предлагает Вашему вниманию грохота.
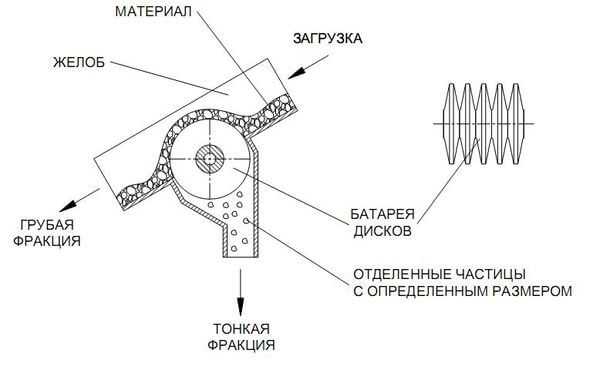
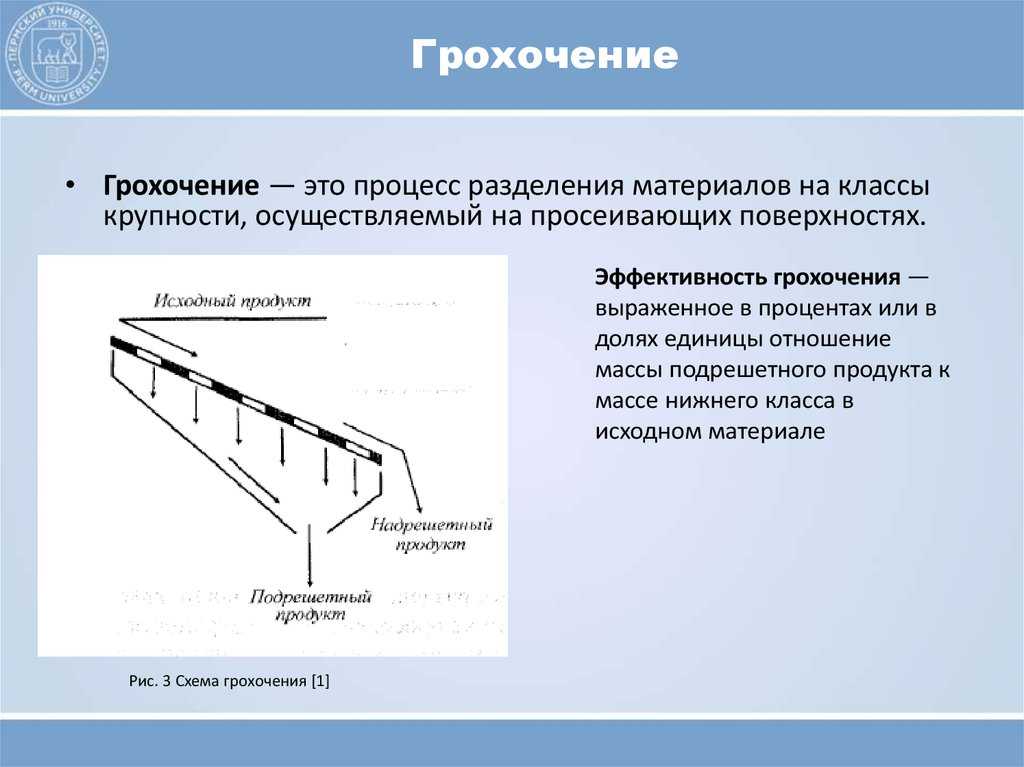
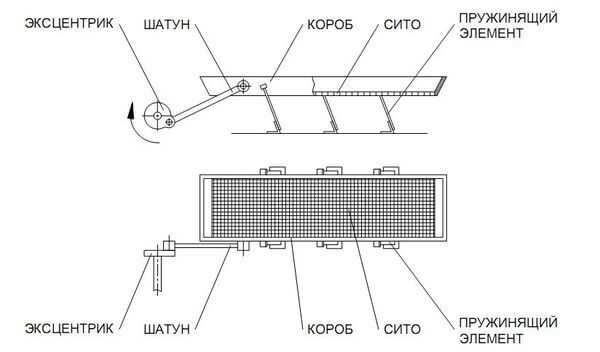
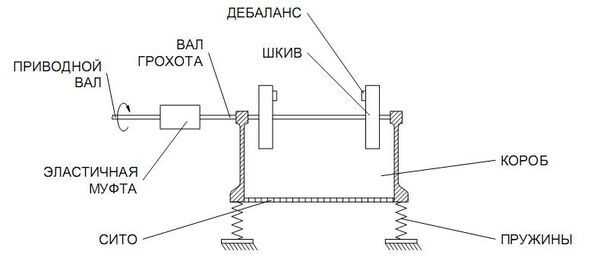
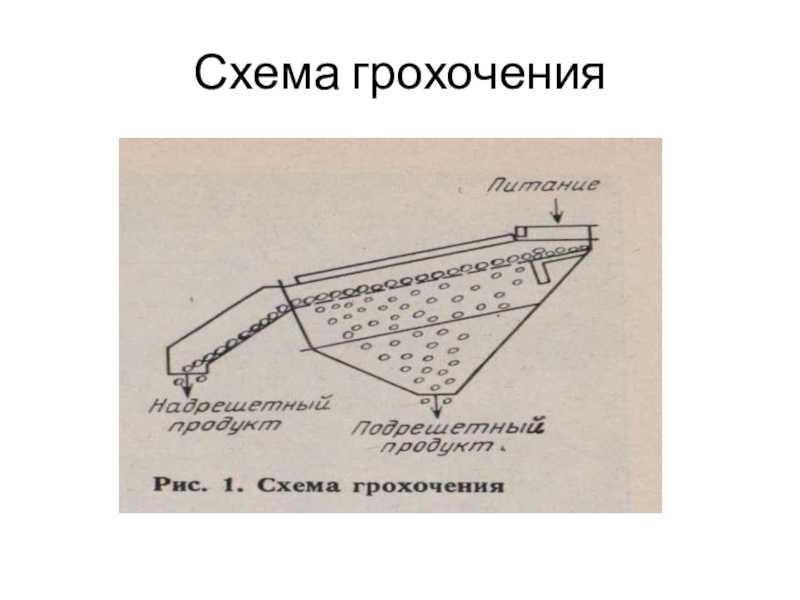
Сита и ситовой анализ
Сита для просева материалов изготавливаются из металлических сеток или листов с прямоугольными или круглыми отверстиями.
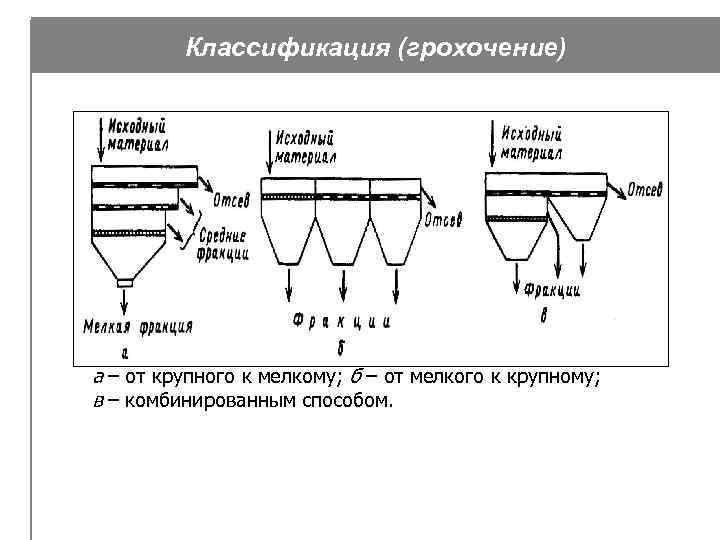
Качество грохочения определяет КПД грохота. Процессу грохочения подлежит материал, куски которого имеют различную величину. После грохочения получают отсев и отход. Отсев – это частицы, прошедшие через сито. Отход – это частицы, не прошедшие через сито, вышедшие с другой стороны грохота. КПД зависит от типа и конструктивного исполнения грохота и колеблется от 70 до 85% (макс. 90%), и определяется рядом критериев. Основные критерии:
- форма и размер ячеек у сита, вид кусков материала;
- толщина слоя продукта на грохоте;
- влажность материала, который сортируется;
- скорость передвижения продукта на грохоте.
Форма и размер ячеек у сита – один из решающих и определяющих критериев и зависит от формы частиц материала. Если частицы имеют правильную форму в виде шариков, то и отверстия делаются круглой формы. Для других частиц применимы также продолговатые, прямоугольные или квадратные отверстия. Размер ячеек выбирается несколько большим, чем размер частиц.
Относительно толщины материала на грохоте можно сделать следующий вывод: чем слой материала на грохоте тоньше, тем качественнее и эффективнее работает грохот.
Чем влажнее сортируемый материал, тем сложнее просеивать мелкие фракции, так как они слипаются, собираясь в комки и задерживаясь на сите.
При невысокой скорости передвижения материала по ситу и при небольшой толщине слоя качество грохочения значительно лучше. Материал необходимо встряхивать на сите, чтобы он лучше сортировался и проходил через ячейки. Это предусмотрено большинством конструкций грохотов.
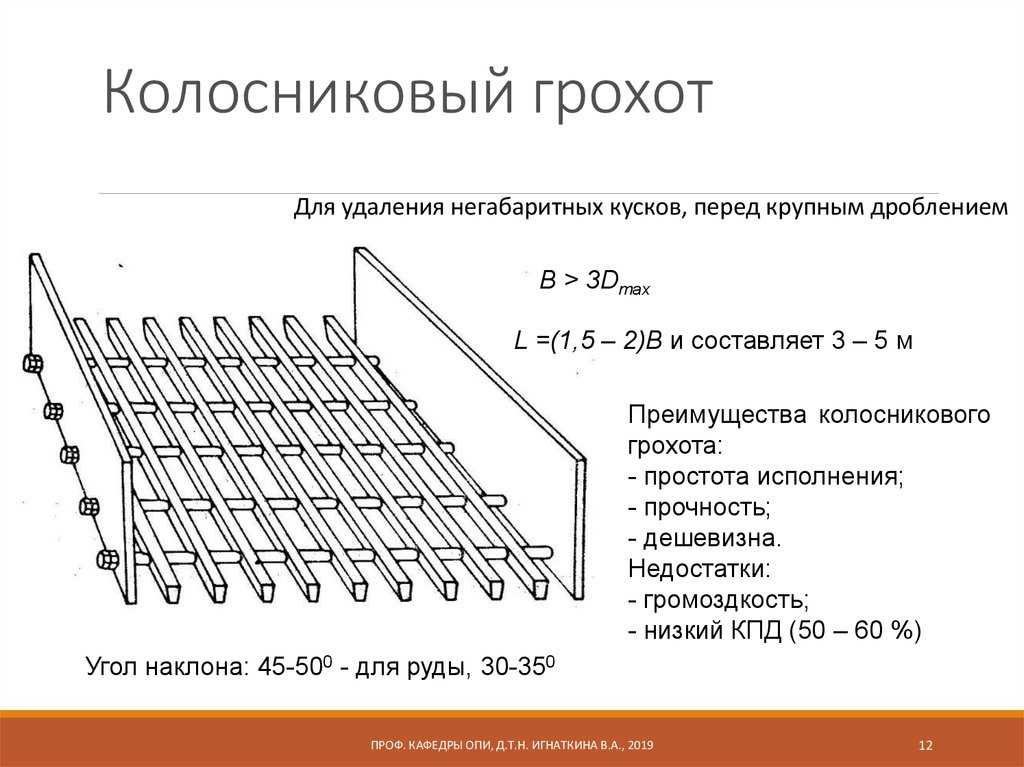
Грохот изготавливается из проволочных сит или стальных решет, которые и являются его рабочей поверхностью. Также рабочая поверхность грохота может изготавливаться из решеток из колосников.

Конструкция проволочных сит представляет собой сетки с квадратными или прямоугольными отверстиями, размер которых находится в пределах от 0,10 до 150 мм. В лабораторных условиях используются сита с более мелкими отверстиями, размер которых может достигать 0,03 мм.
Для изготовления листовых решет используются листы, толщина которых находится в пределах от 3 до 12 мм. В таких решетах имеются круглые или полукруглые отверстия размером от 5 до 50 мм. Чтобы отверстия не забивались материалом, их немного расширяют к низу.
Колосники – стержни с трапецевидным сечением. Выбор такой формы обусловлен удобством прохождения материала между колосниками.
Для того чтобы определить зернистость сыпучего материала, используется специальный набор сит, отверстия в которых в постоянном соотношении уменьшают от сита к ситу. Чтобы выполнить ситовой анализ, используют среднюю пробу материала. После просеивания взвешивают материал, который остался в каждом из сит и зерно, которое прошло сквозь последнее сито. Соотношение полученных весов материала дает представление о содержании различных классов зерен в используемом материале. Продукты, которые остались на сите, обозначаются размером отверстий сита, которые их задерживают.
Благодаря ситовому анализу можно определить характеристику зернистости просеиваемого материала, а также его гранулометрический состав.
Литература[править | править код]
- Вегман Е. Ф. Теория и технология агломерации. — М.: Металлургия, 1974. — 288 с.
- Коротич В. И., Фролов Ю. А., Каплун Л. И. Теоретические основы технологий окускования металлургического сырья. Агломерация: учебное пособие. — Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2005. — 417 с.
- Коротич В. И., Фролов Ю. А., Каплун Л. И. Теоретические основы технологий окускования металлургического сырья. Агломерация: учебное пособие. — 2-е, исправл. и дополн.. — Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2009. — 417 с. — ISBN 978-5-321-01579-7.
- Пузанов В. П., Кобелев В. А. Введение в технологию металлургического структурообразования. — Екатеринбург: УрО РАН, 2005. — 501 с.
- Гл. ред. Е. А. Козловский. Горная энциклопедия в пяти томах. Том 1. — Москва: Советская энциклопедия, 1984. — 560 с.
- Коротич В. И., Набойченко С. С., Сотников А. И., Грачев С. В., Фурман Е. Л., Ляшков В. Б. (под ред. В. И. Коротича). Начала металлургии: Учебник для вузов. — Екатеринбург: УГТУ, 2000. — 392 с. — ISBN 5-230-06611-3.
Оборудование для процесса агломерации
Процесс агломерации, который используется для получения агломерата из руды, требует использования различного оборудования. Важные этапы в процессе агломерации включают смешивание руды с присадками, формирование гранул и их обжиг.
Одним из ключевых элементов оборудования для процесса агломерации является агломерационная машина. Она представляет собой специальное устройство, которое используется для смешивания и гранулирования руды с присадками. Агломерационная машина обычно состоит из ротора, оборудованного жерновами, и корпуса с отверстиями для получения нужного размера гранул.
Другим важным элементом оборудования является обжигатель. Обжигатели используются для обжига гранул агломерата, чтобы сделать их прочными и устойчивыми к растворению в процессе дальнейшей обработки. Обжигатели работают при высоких температурах и имеют системы для подачи горючих материалов и отвода продуктов сгорания.
Кроме того, для процесса агломерации требуются различные конвейеры и системы транспортировки, такие как ленточные конвейеры и грузовые вагоны. Они используются для перемещения руды, присадок и готового агломерата между различными этапами процесса.
Преимущества использования оборудования для процесса агломерации включают повышение эффективности процесса, увеличение прочности гранул, улучшение качества агломерата и снижение затрат на транспортировку и хранение материалов.
| Оборудование | Описание |
|---|---|
| Агломерационная машина | Производит смешивание и гранулирование руды с присадками |
| Обжигатель | Обжигает гранулы агломерата для повышения их прочности |
| Конвейеры | Транспортируют руду, присадки и агломерат между этапами процесса |
Аглошихта
|
sinter ()] — исходных рудных материалов, флюсов и топлива в соотношении, обеспечивающем получение агломерата заданного качества. В рудную часть аглошихты входят пылеватые Fe- и Mn-руды ( — 8 мм), концентраты ( — 0,074 мм), ( — 3 мм), шламы мокрых газоочисток металлургического завода, прокатных цехов и ( — 5 мм; 15 — 30 % массы шихты). На аглофабриках СНГ соотношение масс концентрата и аглоруды составляет 7:3, в качестве флюсов используют ( — 3 мм) и . Последняя способствует окомкованию шихты и является интенсификатором. Добавка 1 % извести к аглошихте увеличивает аглоленты на 3 — 5 %. Коксовую мелочь, антрацитовый и тощий ( — 8 мм; 68 — 70 кг/т агломерата) используют как топливо. Подогрев шихты перед спеканием (предложен В. В. Виноградовым в 1948 г.) до температуры, превышающей точку росы отходящих газов на 52-54 °С, увеличивает производительность аглоустановки на 20 — 30 %, устраняя переувлажнение шихты в ходе спекания. |
Роль в процессах чёрной металлургии[править | править код]
![]()
Куски железорудного агломерата (монета в 1 евро для масштаба)
Агломерация железорудного концентрата (иногда в смеси с рудой, отходами металлургического производства) является заключительной операцией в комплексе мероприятий по подготовке железных руд к доменной плавке. Главная цель этой операции состоит в том, чтобы превратить мелкий рудный концентрат в более крупные куски — агломерат, использование которого в доменной плавке обеспечивает формирование слоя шихты хорошей газопроницаемости, что является непременным условием высокопроизводительной работы доменной печи.
Доменная плавка высокой интенсивности возможна при большом количестве сгорающего в горне доменной печи кокса, что, с одной стороны, ведет в выделению большого количества тепла, а с другой — к образованию в нижней части печи свободного пространства (благодаря газификации твердого кокса), куда опускается столб доменной шихты. Хорошая газопроницаемость шихты нужна для того, чтобы большой объем образующихся при горении кокса газов успевал проходить через межкусковые каналы слоя при относительно небольших перепадах давления газа между горном и колошником (150—200 кПа на высоте слоя шихты 20—25 м).
Адсорбция
|
Адсорбция В качестве адсорбентов используют, как , пористые тела с развитой внутренней поверхностью — активные , силикагели, цеолиты и др. |