

Окатывание руд
Окомкование, или окатывание, руд получает в настоящее время большое промышленное распространение для окускования тонкоизмельченных концентратов.
Первый патент на окомкование рудной мелочи во вращающихся барабанах был выдан в Швеции еще в 1913 г., но промышленное внедрение процесса началось в США в конце сороковых годов. В СССР первая опытная фабрика построена в феврале 1959 г. на Криворожском Южном горнообогатительном комбинате (КЮГОК).
Получение окатышей производится во вращающихся барабанах (рис. 11) или в тарельчатых грануляторах (рис. 12), конструкция и эксплуатация которых сложнее барабанных окомкователей, но готовая продукция получается более однородной по размеру. Сырые окатыши подвергаются обжигу для придания им прочности. Для обжига применяются шахтные печи, ленточные машины агломерационного типа и вращающиеся трубчатые печи.
Температура обжига зависит от свойств концентрата и лежит в пределах 1100—1400°. Расход топлива составляет около 200—250 тыс. к/кал на тонну окатышей. В настоящее время предложено несколько схем обжига окатышей. На рис. 13 показана шахтная печь, работающая на фабрике Ири (США). Печь представляет собой прямоугольную шахту высотой 14 м, шириной 1,8 м, длиной 4,2 м с двумя камерами для сжигания топлива. Фабрика Ири имеет годовую производительность 7,5 млн. т.
Ленточные машины агломерационного типа применяются двоякого вида: с нижней тягой, т. е. с просасыванием воздуха и продуктов горения через слой обжигаемых окатышей (рис. 14), и машины с дутьем (рис. 15), в которой воздух вентиляторами вдувается под колосниковую решетку с расположенным на ней слоем сырых окатышей. Топливом в обоих случаях является угольная мелочь, которой опудривается поверхность сырых окатышей.
Первый тип машин — с нижней тягой — работает при постоянной высоте слоя окатышей с рекуперацией тепла отходящих газов.
На машинах с дутьем по мере движения тележек высота слоя доводится до 900 мм, чем достигается значительная экономия в расходе горючего.
Обжиг на твердом горючем происходит в восстановительной среде, что отрицательно отражается на прочности и восстановимости окатышей. С этой точки зрения газовый обжиг является более желательным. При возможности получения дешевого природного газа обжиг будет обходиться дешево, а окатыши приобретут высокую восстановимость.
Машина для газового обжига окатышей предложена фирмой Лурги (рис. 16) и установлена в Канаде на заводе в Коппер-Клиффсе.
Фирмой Алис-Чалмерс для обжига окатышей предложена вращающаяся печь, в которую окатыши поступают после сушки и подогрева на колосниковой решетке (рис. 17).
Инженером П. И. Канавцем предложен химико-каталитический способ упрочнения окатышей, не требующий их обжига. Способ основан на добавке к концентрату 8—15% извести и 0,01—0,25% катализатора в виде глюкозы, которая способствует образованию в окатыше прочного скелета из известняка. В шихту вводится до 10—15% угля любой марки, который заменяет дорогой металлургический кокс при плавке окатышей.
Концентрат, известь и топливо тщательно перемешиваются, смесь поступает в окомкователь, где увлажняется распыленным водным раствором катализатора. Окатыши подвергаются обработке отходящими газами от известково-обжигательных печей в течение 2-час. Газ должен содержать не менее 20% углекислоты, температура обработки окатышей 55—65°. Химико-каталитический способ не вышел еще из стадии лабораторных исследований и нуждается в промышленном испытании.
Брикетирование
Металлургические брикеты должны удовлетворять следующим требованиям:-
- Временное сопротивление брикета на раздавливание должно быть не ниже 50 кг/см2.
- Брикеты должны быть водоустойчивы. Временное сопротивление на раздавливание после часового пребывания брикета в воде не должно снижаться более чем на 10—15%. Мокрый брикет не должен разрушаться под действием мороза.
- Брикеты должны быть устойчивы в атмосфере перегретого пара.
- Брикеты не должны терять своей прочности при нагреве до 900°.
- При перегрузках, транспортировке и связанных с этим механических разрушениях брикеты не должны давать свыше 10% мелочи крупностью 5—0 нм.
Способы брикетирования руд делятся на следующие три группы:
- брикетирование без добавки связующих веществ;
- брикетирование с добавкой связующих веществ органического происхождения;
- брикетирование с добавкой неорганических связующих.
Брикетирование без добавки связующих
Брикетирование руд без добавки связующих возможно только в том случае, когда в них содержится достаточное количество глинистых примазок, выполняющих роль связующего. Исключение составляют тонкодисперсные частицы руды, обладающие свойствами коллоидов. Наибольшей прочностью обладают брикеты, полученные этим способом из бурых железняков. Большинство руд этого типа —увлажненные и хорошо перемешанные при сравнительно небольшом давлении — хорошо заполняют пресс-форму, давая плотные, однородные брикеты. Процесс производства таких брикетов мало отличается от производства обычного строительного кирпича. Давление прессования в зависимости от свойств руды применяется от 75 до 200 кг/см2.
При большой пластичности руды прессование может осуществляться в обычных ленточных прессах с давлением до 75 кг/см2, достоинством которых является высокая производительность, низкий расход энергии и небольшие эксплуатационные затраты.
Несмотря на кажущуюся простоту, брикетирование без связующих добавок не получило распространения, за исключением способа Грёндаля, который применяется на некоторых заводах в Швеции для окускования магнитных концентратов. Этот способ заключается в том, что тонкий концентрат во влажном состоянии прессуется в брикеты размерами 150×150×75 мм, которые подвергаются обжигу в туннельной печи с постепенным разогревом. Печь отапливается генераторным газом или угольной мелочью. Температура обжига брикетов из магнетитовых концентратов поддерживается на уровне 1400°, а время пребывания при этой температуре 40—45 мин. Температура обжига брикетов должна быть на 100—200° ниже температуры их плавления. Расход условного топлива на обжиг составляет 6—7% от веса брикетов. Недостатком способа является высокая стоимость брикетов по сравнению с агломератом и окатышами, в связи с чем он не получил распространения.
К недостаткам способов брикетирования руд без применения связующих веществ относятся следующие:
- Брикеты не пригодны к использованию непосредственно после формования, они нуждаются в продолжительной сушке и обжиге.
- Режим сушки и обжига требует сооружения громоздких и дорогих печей для обеспечения постепенного, не нарушающего целостность брикетов нагрева. Стоимость печей составляет основную сумму затрат на сооружение фабрики.
- Значительный расход топлива на сушку и обжиг брикетов, достигающий 8% от веса брикетов.
Брикетирование руд с добавкой связующих органического происхождения
Способы брикетирования руд с добавкой органических связующих имеют больше исторический, нежели практический интерес. В качестве присадок использовались каменноугольная смола, пек, деготь и даже ржаная мука. Высокая стоимость и дефицит перечисленных продуктов не могли содействовать распространению процессов брикетирования с применением органических связующих, и они повсеместно оставлены.
Кроме того, брикеты, полученные с добавкой органического связующего, термически не устойчивы: в зоне высоких температур, после сгорания органической присадки, брикеты рассыпаются.
Брикетирование с добавкой неорганических связующих
Группа способов брикетирования с использованием неорганических связующих наиболее обширна.
Большинство этих способов не нашло себе промышленного применения, но некоторые в недалеком прошлом не без успеха использовали на небольших металлургических заводах, а на некоторых предприятиях цветной металлургии применяют и в настоящее время.
По принципу действия связующих веществ способы этой группы можно разделить на шесть подгрупп, существенно отличающихся между собой.
Агломерация
|
Агломерация
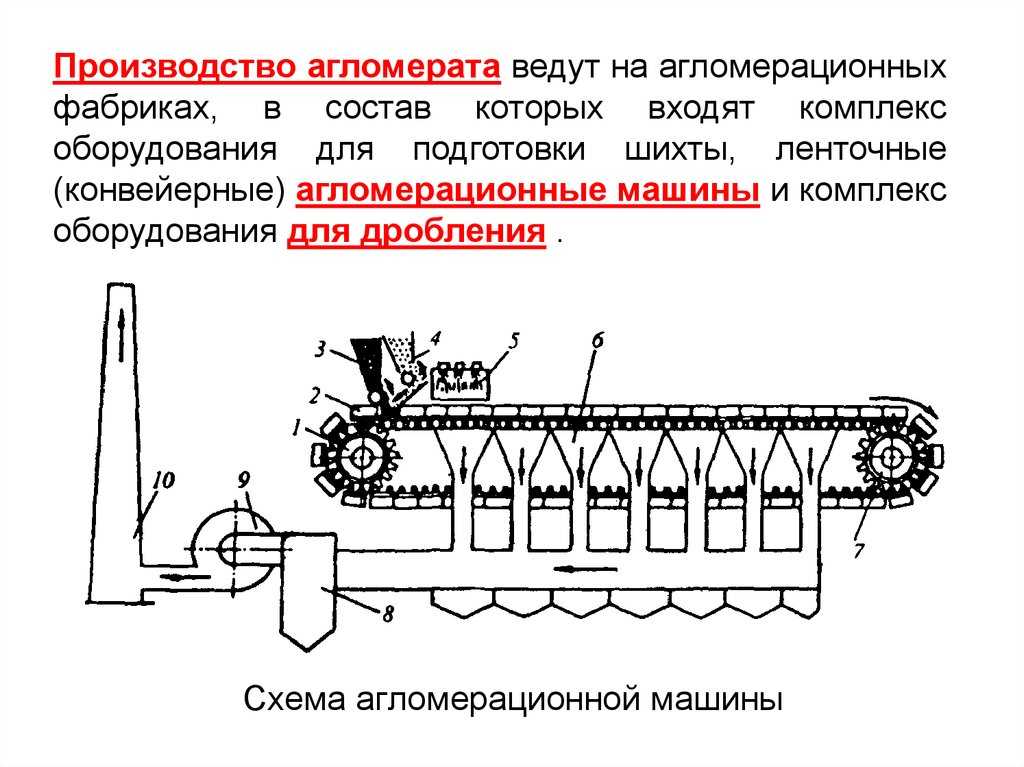
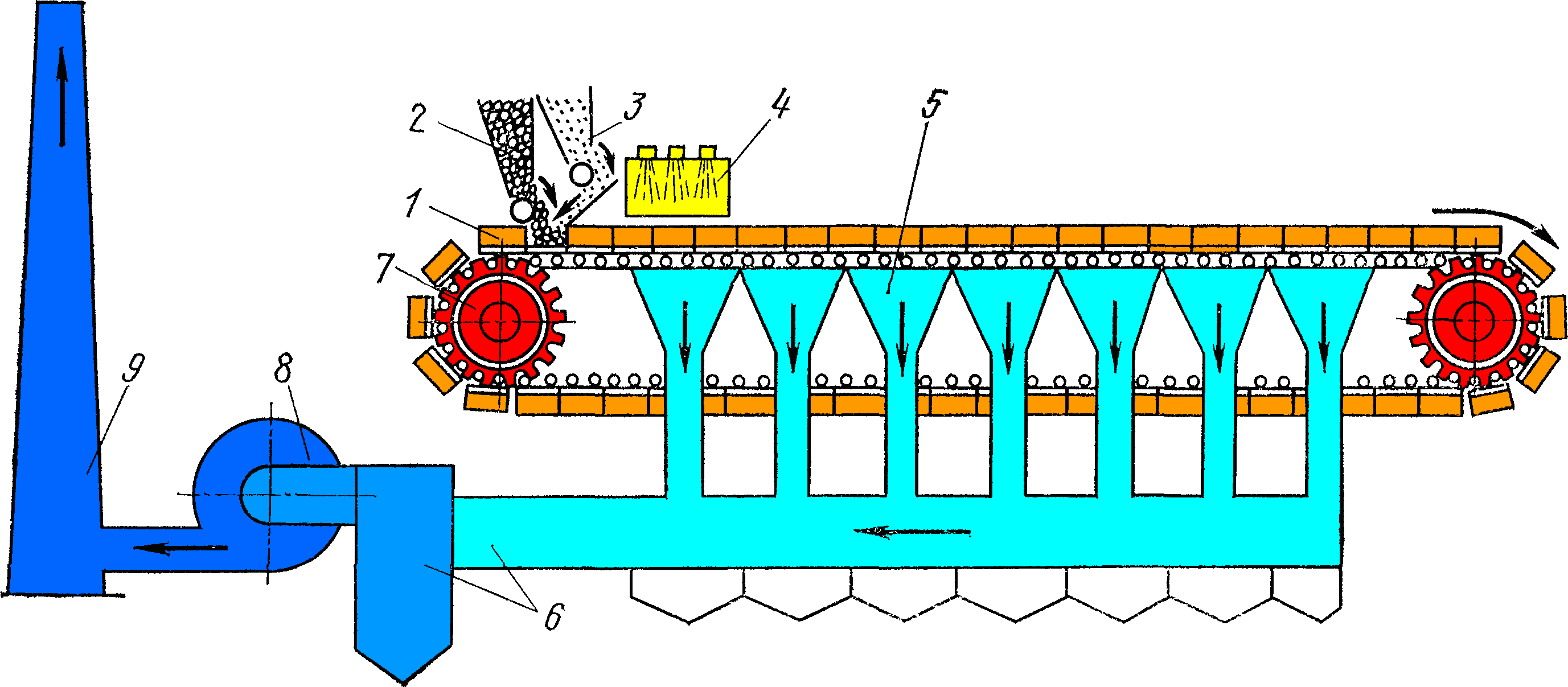
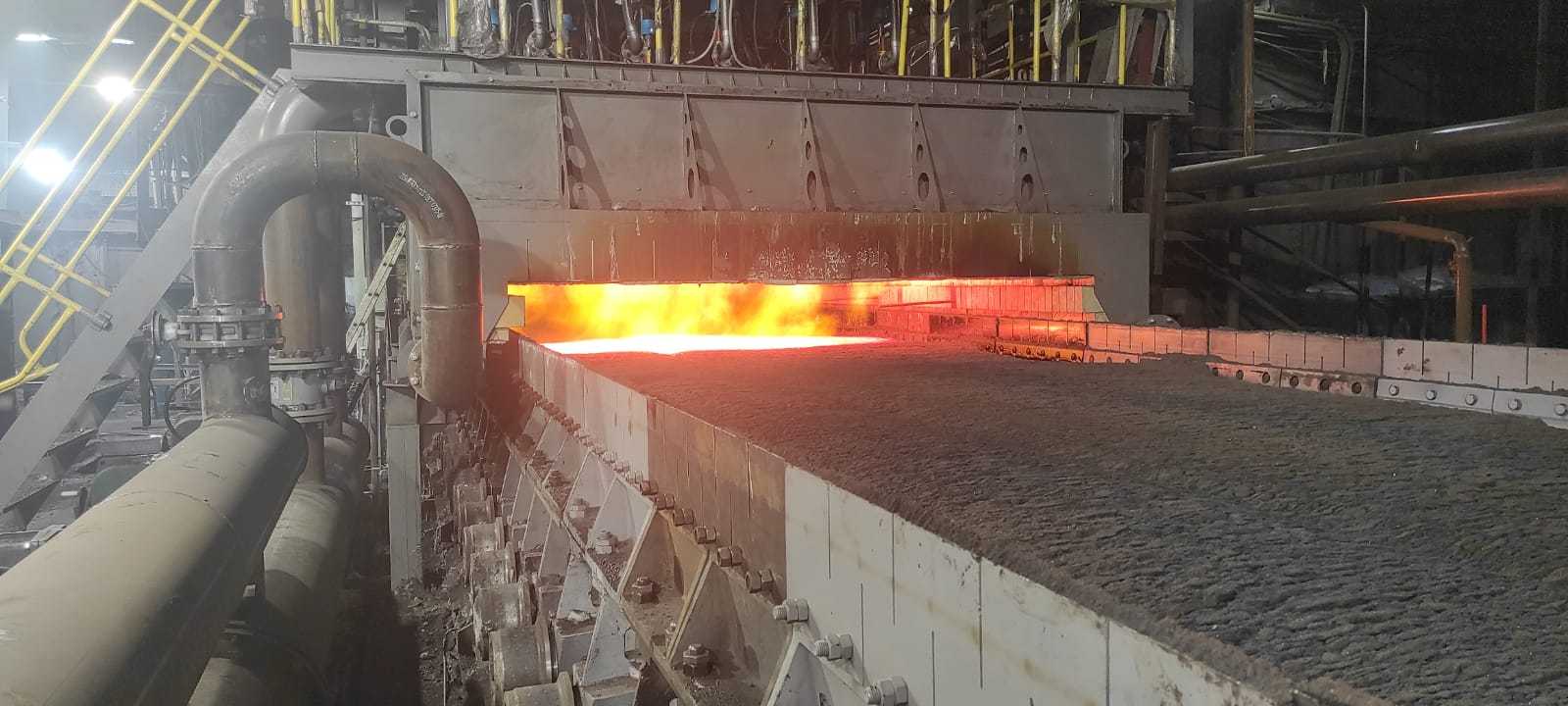
Схематический разрез чашевой аглоустановки в различные моменты после начала спекания: а — конец зажигания шихты пламенем газовой горелки (в верхней зоне загорелась коксовая мелочь; зоной горения — подогрева шихты); б — через 1-2 мин после окончания зажигания ( отведена в сторону; над зоной горения образовался тонкий агломерата; в — через 8 — 10 мин после начала спекания (зона горения прошла уже больше половины до колосниковой решетки); г — перед окончанием процесса (зона горения в крайнем нижнем положении). Основные исходные материалы для агломерации: мелкая сырая руда (8-10 мм.) и ее , а также топливо (коксовая и антрацитовая мелочь до 3 мм.), ( и окалина и др.). Агломерацию чаще ведут на колосниковых решетках с просасыванием воздуха сверху вниз сквозь шихту на решетке при последовательном горении топлива в ее слоях. На рисунке схематично приведены зоны горения и распределение температуры по высоте спекаемого слоя в ходе агломерации в чашевой аглоустановке. Для устойчивого процесса горения и получения качественного агломерата должна быть максимально однородной и газопроницаемой. Более 95 % агломерата используется в ЧМ для плавки в доменных и ферросплавных печах. В ЦМ применяется в Al-, Ni-, Pb-производствах. Впервые промышленное железорудного агломерата было освоено в начале XX в. (США). Смотри также: — — — — — |






Агрегат полирования полос и лент
|
Агрегат полирования полос и лент — , состоящая из разматывателя, моталки, протира, полировальных устройств и выходной моталки. В качестве полировальных устройств используют полировальные машины барабанного типа с абразивными бесконечными лентами на бумажной основе (зернистость абразива 300-400) или вращающиеся матерчатые круги. Полированный металл сматывают в с прокладкой бумажной ленты. Смотри также: — — — трубопрокатный агрегат — — — — непрерывного действия — профилегибочный агрегат — — — — — — — — — — — агрегат для прямого получения железа — — ) — агрегат комплексной обработки стали () — |
Способы, основанные на цементирующих свойствах силикатов
К числу способов этой группы принадлежит способ горного инженера Юзбашева, применявшийся в начале этого столетия на некоторых русских заводах. Он заключается в добавке гидравлического цемента к рудной мелочи, в увлажнении смеси и прессовании в брикеты в обычных кирпичных прессах. Для придания брикетам пористости к брикетируемой массе добавляется угольная или коксовая мелочь, рубленая солома, опилки и другие материалы. Сушат брикеты на воздухе и после достаточного упрочнения направляют на шихтовый двор доменного цеха. Содержащиеся в цементе CaO и MgO заменяют собой некоторую часть вводимых флюсов.
![Агломерация [1969 щербаков в.п. - основы доменного производства]](https://asdisel.ru/wp-content/uploads/0/7/1/0718f02b267fe846fce51a657cf264cb.jpeg)






Способ Юзбашева не получил распространения вследствие относительно высокой стоимости цемента, применяемого в качестве связующего, и недостаточной устойчивости брикетов в зоне высоких температур доменной печи.
В тридцатых годах этого столетия советскими инженерами Аверкиевым и Удовенко был предложен способ брикетирования с применением в качестве связующего жидкого стекла. К брикетируемой руде добавляется растворенное жидкое стекло, увлажненная масса тщательно перемешивается и поступает в пресс для формования брикетов. Расход стекла зависит от свойств руды и обычно составляет свыше 5%. Спрессованные брикеты сушат и подвергают обжигу при температуре 400—500°, после чего они приобретают хорошую прочность и водоустойчивость.
Недостатком способа являются высокая стоимость жидкого стекла, пониженная пористость брикетов и их быстрое размягчение при нагреве в доменной печи. Кроме того, добавка силиката снижает содержание железа в брикете, что вызывает дополнительный расход флюсов и увеличивает количество шлака в доменной плавке.
Другие способы, основанные на цементирующем свойстве некоторых силикатов, по этим же причинам и вследствие их сложности, так же как и способ Аверкиева и Удовенко, не получили распространения.
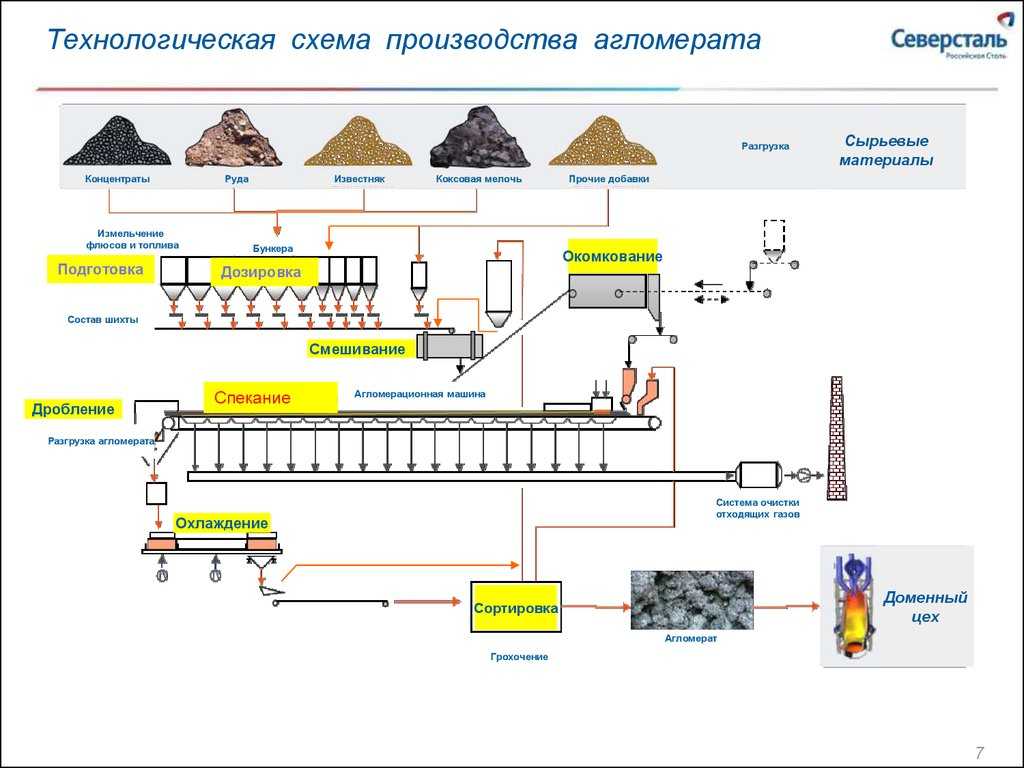
Основные принципы работы цеха агломерации
Основные принципы работы цеха агломерации включают:
Подготовка руды: перед началом процесса агломерации руда проходит этап подготовки, который включает дробление, измельчение и классификацию материала.
Смешивание: дробленая и измельченная руда смешивается с другими компонентами, такими как кокс, добавки и связующее вещество
Важно достичь определенного соотношения компонентов для получения качественного агломерата.
Формирование агломерата: полученная смесь загружается в специальные агломерационные аппараты, где под действием тепла происходит слипание частиц в крупные гранулы.
Охлаждение и сортировка: агломерат охлаждается и проходит через специальные сита и коки. Это позволяет установить нужный размер гранул и удалить мелкую фракцию, которую можно использовать в других производственных процессах.
Работа цеха агломерации тесно связана с другими процессами металлургического производства и имеет большое значение для обеспечения стабильного и качественного производства стали. Рациональное использование сырья, контроль технологических параметров и оптимизация работы цеха агломерации позволяют повысить эффективность производства и снизить издержки.
Преимущества и недостатки
Процесс агломерации в металлургии имеет свои преимущества и недостатки, которые следует учитывать.
Преимущества агломерации:
- Улучшение качества сырья. Агломерация позволяет устранить примеси и нежелательные элементы в сырье, такие как сера и фосфор. Это значительно влияет на качество конечного продукта.
- Увеличение скорости обработки. Агломерированное сырье обладает лучшей проницаемостью, поэтому процесс его обработки происходит быстрее.
- Снижение энергозатрат. Агломерация позволяет снизить энергозатраты процесса обработки сырья.
- Уменьшение затрат на транспортировку. Объединение мелких частиц в агломераты позволяет снизить объем и вес сырья, что упрощает его транспортировку.
Недостатки агломерации:
- Необходимость дополнительной обработки. После агломерации требуется дополнительная обработка, чтобы получить конечный продукт.
- Высокие затраты на оборудование. Введение процесса агломерации требует значительных инвестиций в специализированное оборудование.
- Высокая стоимость сырья. Агломерация требует использования определенных видов сырья и добавок, что может привести к росту его стоимости.
- Негативное влияние на окружающую среду. Процесс агломерации может привести к выделению вредных веществ в окружающую среду, что требует выполнения мер по их снижению и контролю.
Аглошихта
|
sinter ()] — исходных рудных материалов, флюсов и топлива в соотношении, обеспечивающем получение агломерата заданного качества. В рудную часть аглошихты входят пылеватые Fe- и Mn-руды ( — 8 мм), концентраты ( — 0,074 мм), ( — 3 мм), шламы мокрых газоочисток металлургического завода, прокатных цехов и ( — 5 мм; 15 — 30 % массы шихты). На аглофабриках СНГ соотношение масс концентрата и аглоруды составляет 7:3, в качестве флюсов используют ( — 3 мм) и . Последняя способствует окомкованию шихты и является интенсификатором. Добавка 1 % извести к аглошихте увеличивает аглоленты на 3 — 5 %. Коксовую мелочь, антрацитовый и тощий ( — 8 мм; 68 — 70 кг/т агломерата) используют как топливо. Подогрев шихты перед спеканием (предложен В. В. Виноградовым в 1948 г.) до температуры, превышающей точку росы отходящих газов на 52-54 °С, увеличивает производительность аглоустановки на 20 — 30 %, устраняя переувлажнение шихты в ходе спекания. |
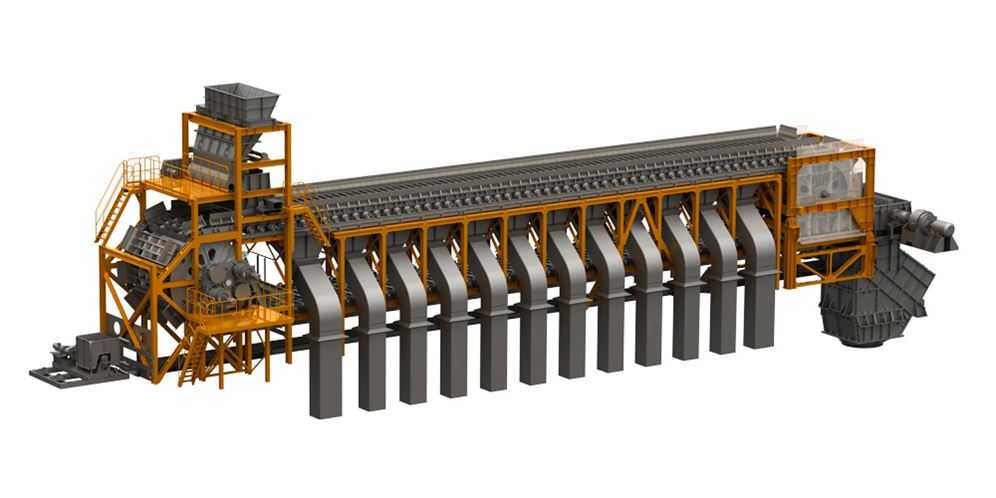
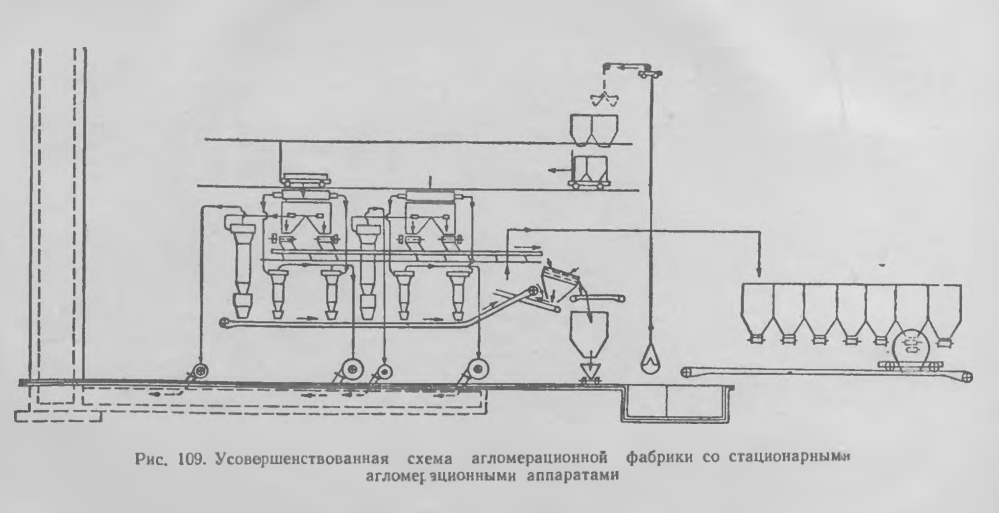
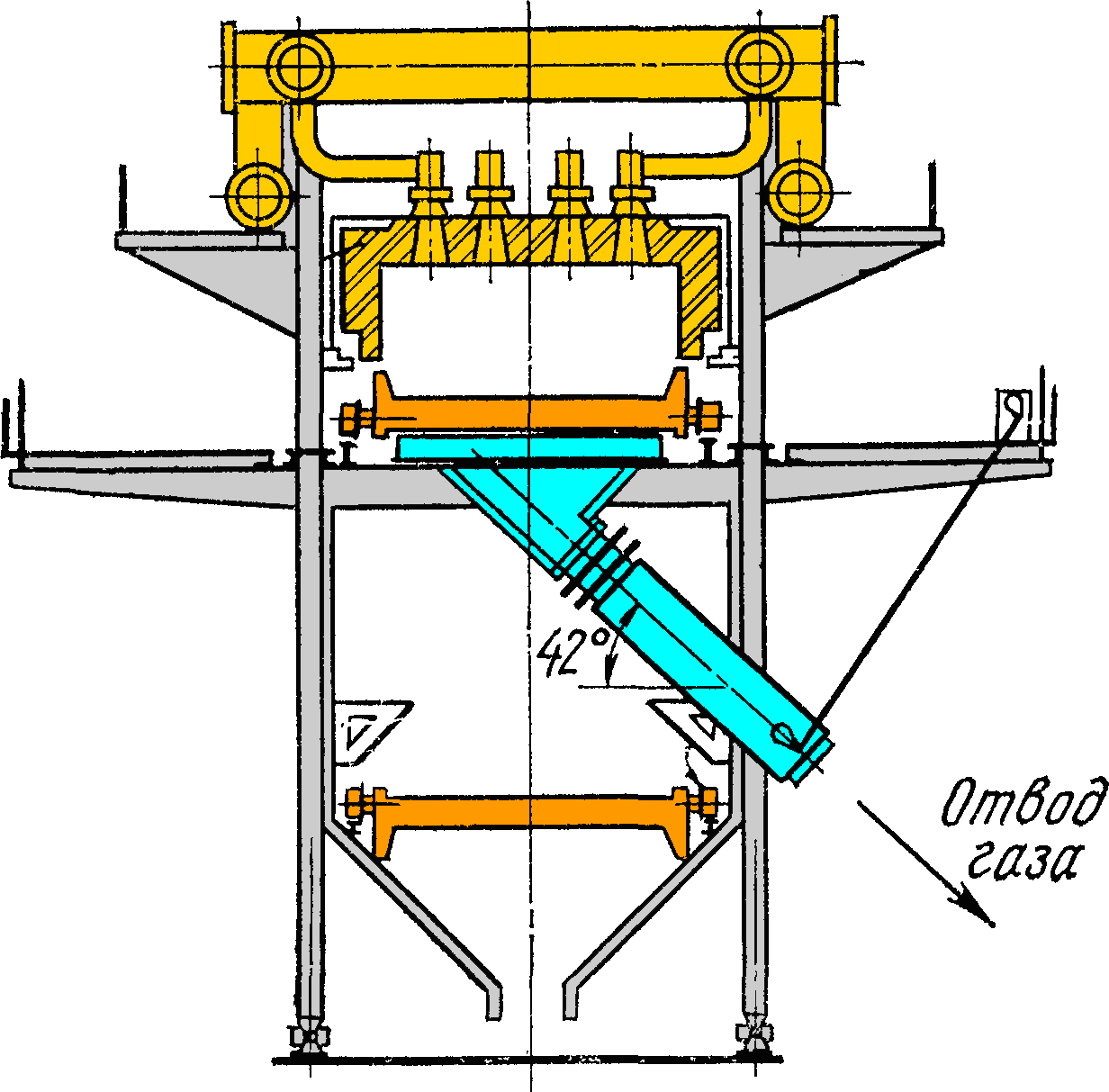
Основные машины агломерационных фабрик
Современное состояние мирового агломерационного производства характеризуется неуклонным ростом абсолютного объёма производства агломерата, связанного с увеличением числа и единичной мощности доменных печей.
Новые агломерационные фабрики, оснащены наряду с крупнейшими агломерационными машинами огромным комплексом вспомогательного оборудования.
Значительное внимание уделяется вопросам улучшения условий эксплуатации и ремонта оборудования, механизации многих трудоёмких операций. Например, механизированы ремонты транспортерных лент, замены спекательных тележек и колосников, уборка пыли газоочистных и аспирационных систем
Предусматриваются меры по уменьшению запыленности окружающего воздушного бассейна.
В состав современной агломерационной фабрики входят следующие основные сооружения, оснащенные соответствующим механическим оборудованием:
- отделение вагоноопрокидывателей;
- приемные бункера;
- отделение распределения сырых материалов;
- шихтовые бункера;
- отделение дробления и измельчения флюса и топлива;
- первичного смешивания;
- агломерации;
- газоочистных сооружений;
- нагревателей воздуха (эксгаустеров);
- охлаждения и сортировки агломерата;
- сортировки возврата.
Азот (N)
|
Азот (N) Природный N состоит из двух стабильных изотопов: 14N (99,635 96) и 15N (0,365 96). Чаще всего N в соединениях 3-ковалентен за счет неспаренных электронов (как в аммиаке NH3). N2 очень устойчива: ее диссоциации на атомы 942,9 кДж/, поэтому даже при ~ 3300 °С N составляет лишь ~ 0,1 %. N немного легче воздуха; 1,2506 кг/м3 при 0 °С, tпл = 209,86 °С, t кип = 135,8 °С. N сжижается с трудом: его довольно низка (-147,1 °С); плотность жидкого N-808 мг/см3. N взаимодействует при нагревании до сравнительно невысоких температур только с активными металлами, такими как , Ca, Mg. С большинством элементов N реагирует при высокой температуре и в присутствии катализаторов (например, с водородом, образуя NH3). В отличие от молекулярного атомарный N весьма энергично взаимодействует с кислородом, водородом, парами серы, фосфором и некоторыми металлами. Технический получения N основан на разделении предварительно сжиженного воздуха, который затем подвергают возгонке. Основная часть добываемого свободного N используется для производства NH3, который затем в значительных количествах перерабатывается в HNO3, удобрения, взрывчатые и т.д. Свободный N широко применяют как инертную среду во многих металлургических ( продувкой жидкого металла, защита от окисления, при выплавке, разливке, термической обработке стали и сплавов и т. п.) и других процессах. Жидкий N применяют в холодильных установках. |
Способы, основанные на цементирующих свойствах силикатов
К числу способов этой группы принадлежит способ горного инженера Юзбашева, применявшийся в начале этого столетия на некоторых русских заводах. Он заключается в добавке гидравлического цемента к рудной мелочи, в увлажнении смеси и прессовании в брикеты в обычных кирпичных прессах. Для придания брикетам пористости к брикетируемой массе добавляется угольная или коксовая мелочь, рубленая солома, опилки и другие материалы. Сушат брикеты на воздухе и после достаточного упрочнения направляют на шихтовый двор доменного цеха. Содержащиеся в цементе CaO и MgO заменяют собой некоторую часть вводимых флюсов.
Способ Юзбашева не получил распространения вследствие относительно высокой стоимости цемента, применяемого в качестве связующего, и недостаточной устойчивости брикетов в зоне высоких температур доменной печи.
В тридцатых годах этого столетия советскими инженерами Аверкиевым и Удовенко был предложен способ брикетирования с применением в качестве связующего жидкого стекла. К брикетируемой руде добавляется растворенное жидкое стекло, увлажненная масса тщательно перемешивается и поступает в пресс для формования брикетов. Расход стекла зависит от свойств руды и обычно составляет свыше 5%. Спрессованные брикеты сушат и подвергают обжигу при температуре 400—500°, после чего они приобретают хорошую прочность и водоустойчивость.
Недостатком способа являются высокая стоимость жидкого стекла, пониженная пористость брикетов и их быстрое размягчение при нагреве в доменной печи. Кроме того, добавка силиката снижает содержание железа в брикете, что вызывает дополнительный расход флюсов и увеличивает количество шлака в доменной плавке.
Другие способы, основанные на цементирующем свойстве некоторых силикатов, по этим же причинам и вследствие их сложности, так же как и способ Аверкиева и Удовенко, не получили распространения.
Цех агломерации и его роль: определение, значение, функции
Значение цеха агломерации в технологическом процессе производства металлов трудно переоценить. Он играет важную роль в создании оптимальных условий для получения качественного металлического продукта. В цехе агломерации происходит предварительная подготовка сырья, которая позволяет сократить затраты энергии и времени на последующие стадии металлургического процесса.
Основные функции цеха агломерации:
| Функция | Описание |
|---|---|
| Измельчение | Цех агломерации осуществляет измельчение руды до оптимальных размеров для дальнейшей обработки. |
| Перемешивание | Цех выполняет перемешивание измельченного сырья для обеспечения однородности состава и качества. |
| Обжиг | Цех агломерации осуществляет обжиг полученного сырья для удаления из него влаги и неорганических примесей. |
| Обогащение | Цех обогащает сырье путем удаления нежелательных компонентов и повышения концентрации полезных ископаемых. |
В результате работы цеха агломерации достигается оптимизация процесса получения металлического продукта, улучшается его качество и увеличивается эффективность производства. Примерами цехов агломерации являются объекты металлургических комбинатов, где применяются агломерационные системы для подготовки руды перед выплавкой металла.






Подведение итогов
Выбор оборудования для вторичной переработки пленочных отходов зависит от конкретных целей, а также от состояния исходных сырьевых компонентов. Например, если производитель нашел постоянный объем чистой пленки или стрейча, то достаточно приобрести агломератор или пласткомпактор.
Отличие в цене между капсулятором и другим оборудованием не существенное, но здесь необходимо тщательно просчитать расходы. Возможно, более высокие затраты на старте быстрее окупятся за счет экономии на трудозатратах и более высокой цены на капсулы, чем на агломерат.
Если приходится иметь дело с потоком полимерных отходов разной природы, то без капсулятора или пласткомпактора не обойтись. Они позволяют обойти сортировку материала по полимерам. Если нет маркировки на таре, то без соответствующего аналитического оборудования и опыта работать тяжело.
О маркировке и сортировке пластикового сырья читайте здесь.
Универсальным станком является гранулятор. При экструзии в расплаве можно добиться хорошего усреднения разнородных пластиков путем подбора температуры и условий переработки (конфигурация шнека, число оборотов и т.д.). Но этот вариант самый дорогостоящий и требует наличия оператора с хорошим уровнем подготовки.