

Основные машины агломерационных фабрик
Современное состояние мирового агломерационного производства характеризуется неуклонным ростом абсолютного объёма производства агломерата, связанного с увеличением числа и единичной мощности доменных печей.
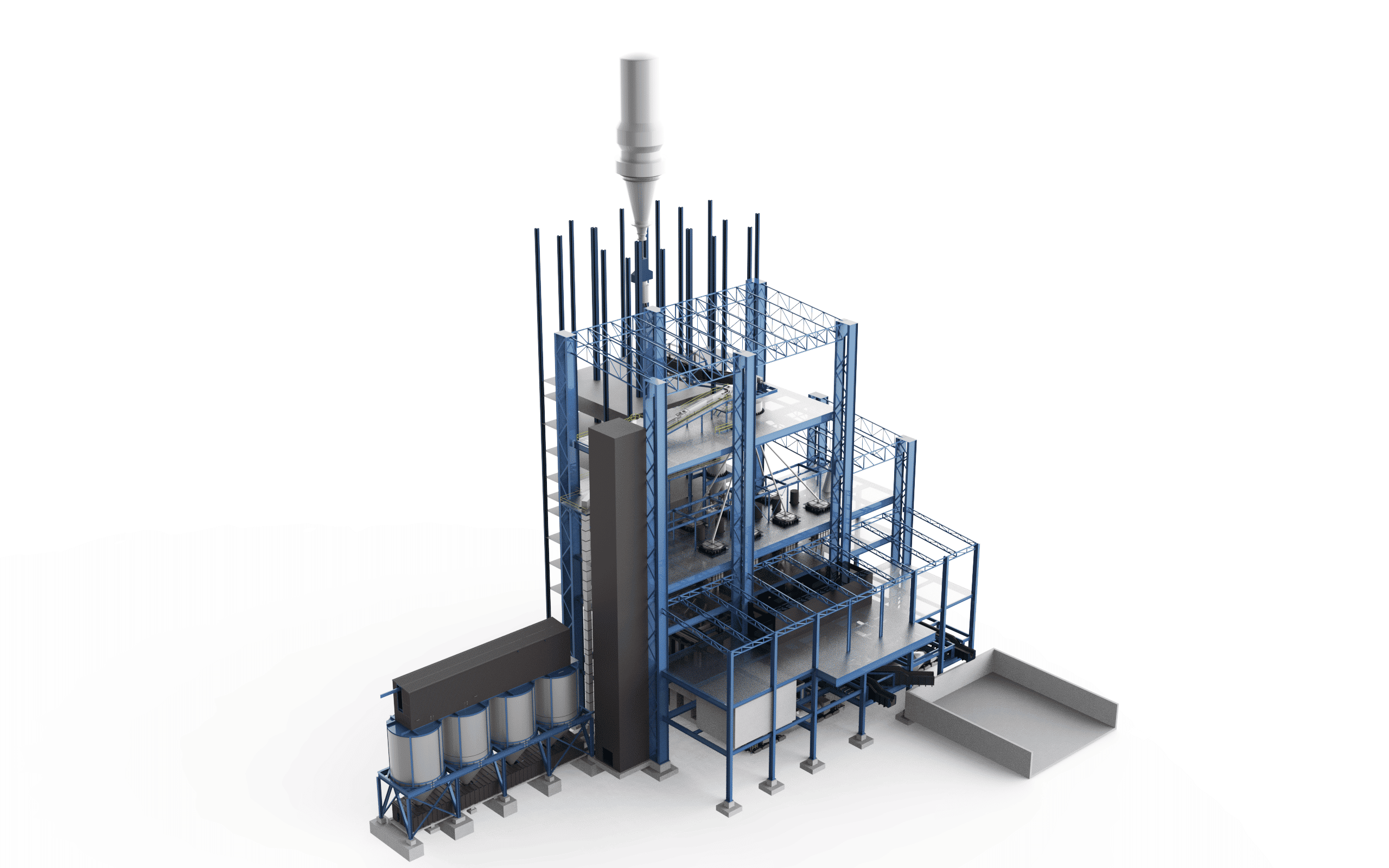
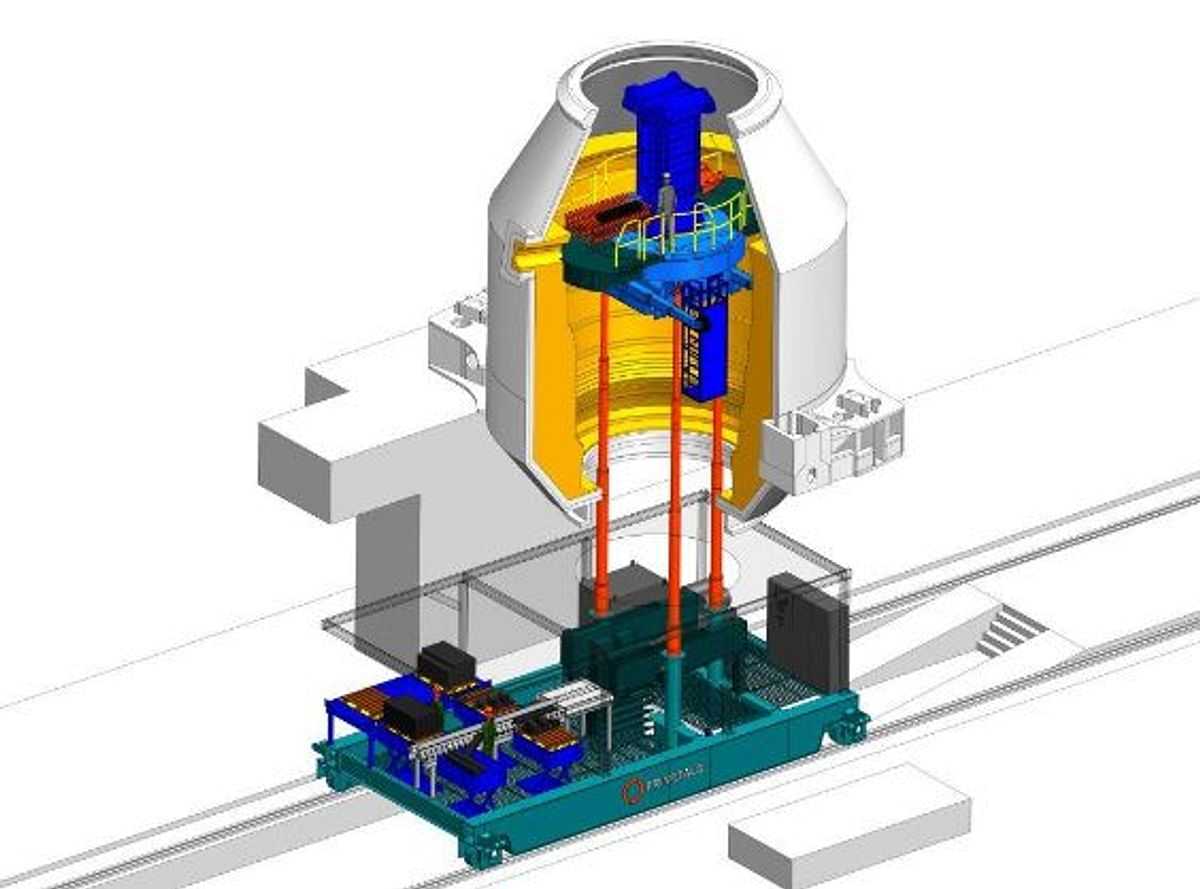
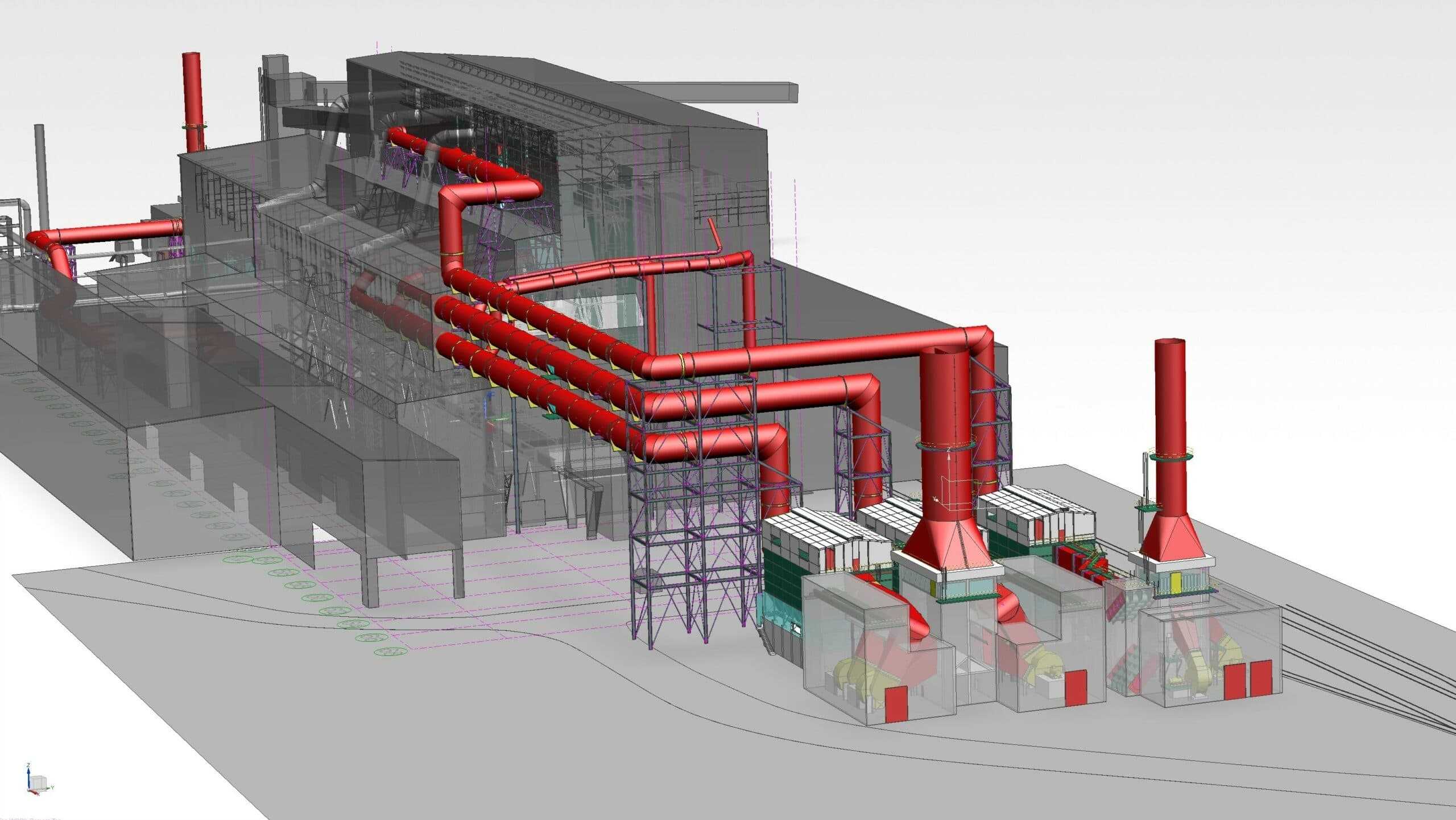
Новые агломерационные фабрики, оснащены наряду с крупнейшими агломерационными машинами огромным комплексом вспомогательного оборудования.
Значительное внимание уделяется вопросам улучшения условий эксплуатации и ремонта оборудования, механизации многих трудоёмких операций. Например, механизированы ремонты транспортерных лент, замены спекательных тележек и колосников, уборка пыли газоочистных и аспирационных систем
Предусматриваются меры по уменьшению запыленности окружающего воздушного бассейна.
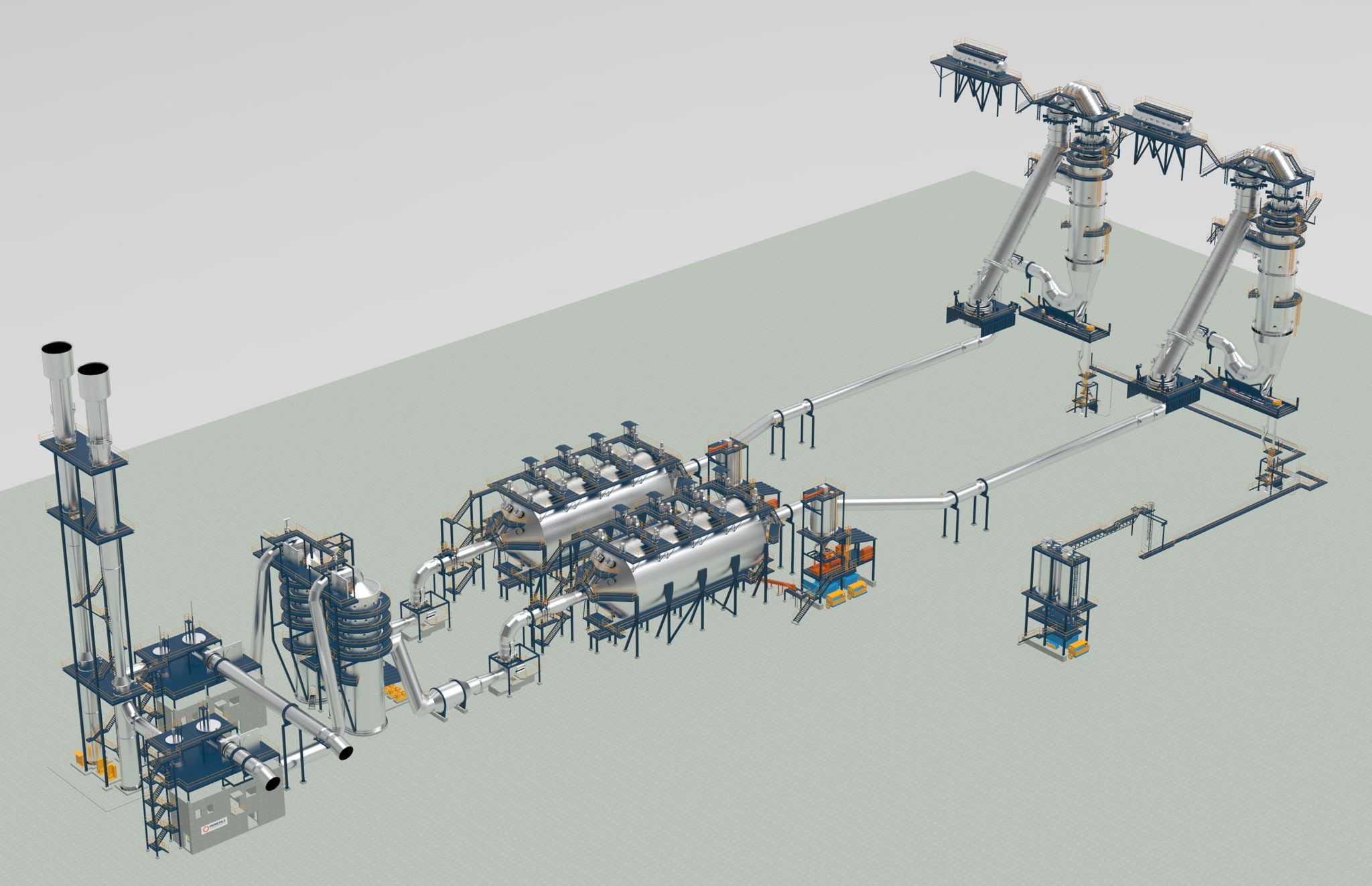
В состав современной агломерационной фабрики входят следующие основные сооружения, оснащенные соответствующим механическим оборудованием:
- отделение вагоноопрокидывателей;
- приемные бункера;
- отделение распределения сырых материалов;
- шихтовые бункера;
- отделение дробления и измельчения флюса и топлива;
- первичного смешивания;
- агломерации;
- газоочистных сооружений;
- нагревателей воздуха (эксгаустеров);
- охлаждения и сортировки агломерата;
- сортировки возврата.
Перспективы развития агломерации руд
Агломерация руд цветных металлов имеет большой потенциал для развития в будущем. Одной из перспективных направлений является использование инновационных технологий в процессе агломерации. Современные методы и оборудование позволяют улучшить качество агломерата, повысить его показатели прочности и устойчивости к обработке. Это способствует повышению эффективности производства и снижению затрат.
Возможности развития агломерации руд также связаны с увеличением объемов добычи и обработки цветных металлов. В условиях растущего спроса на эти металлы со стороны промышленности и строительного сектора, развитие агломерации становится все более актуальным. Увеличение производственных мощностей и расширение агломерационных заводов позволят удовлетворить потребности рынка и обеспечить стабильность поставок.
Еще одной перспективой развития агломерации руд является улучшение экологической ситуации в отрасли. Внедрение современных технологий и методов обработки позволяет снизить загрязнение окружающей среды и уменьшить негативное воздействие производства на экосистему. Это способствует повышению экологической безопасности предприятий и улучшению качества жизни населения в регионе.
Агломерация в металлургии
Основной процесс агломерации состоит из смешивания рудного сырья с различными добавками и формирования горячих агломератных зерен. При этом производятся физико-химические изменения в сырье, что позволяет улучшить его спекаемость и обеспечить оптимальные условия для последующей переработки.
Агломерация предоставляет ряд преимуществ в металлургическом процессе. Во-первых, она позволяет использовать руду низкого качества и непригодную для прямого обжига в печах. Во-вторых, агломерат обладает хорошими физико-механическими свойствами, что облегчает его транспортировку и переработку.
Существует несколько методов агломерации, включая шихтовую агломерацию, пеллетизацию и брикетирование. Шихтовая агломерация является наиболее распространенным методом и основывается на смешивании рудного материала с различными добавками и формировании агломератного слоя.
В целом, агломерация в металлургии является неотъемлемой частью производственного процесса и позволяет эффективно использовать рудное сырье для получения чугуна и стали. Она способствует повышению производительности и энергоэффективности металлургического производства, а также позволяет использовать более широкий спектр рудного сырья.
Принципы агломерации руд
Агломерация руд цветных металлов основывается на нескольких принципах, которые позволяют оптимизировать процесс обработки руды и повысить эффективность добычи и переработки металлов.
1. Разделение по физико-химическим свойствам: для достижения наилучших результатов применяется сортировка руды по ее составу и свойствам. Разные виды руд имеют различный химический состав и могут содержать примеси, которые требуется удалить перед дальнейшей переработкой. Путем разделения руды на фракции и классификации их по свойствам, можно эффективно извлекать ценные металлы.
2. Оптимальное использование технологических процессов: агломерация руды включает в себя использование различных технологий, которые максимально оптимизируют процесс обработки руды и увеличивают выход готовых металлов. Это может включать такие процессы, как дробление, обогащение, расплавку и выплавку, рафинирование и другие.
3. Минимальные потери: одним из основных принципов агломерации руды является минимизация потерь ценных металлов в процессе переработки. Это достигается за счет применения специальных технологий и оборудования, которые позволяют выполнять все этапы обработки с максимальной эффективностью.
4. Экономическая эффективность: агломерация руд цветных металлов должна быть не только технически эффективной, но и экономически выгодной. При выборе технологий и оборудования учитывается стоимость процессов и возможность получения прибыли при добыче и переработке руды.
Все эти принципы в совокупности позволяют создать оптимальный процесс агломерации руд цветных металлов, который обеспечивает максимальную выгоду и эффективность добычи и переработки металлов.
Городские агломерации
Такую форму поселений можно подразделить на типы:
- моноцентрические – формирующиеся в области большого города (Нью-Йорк, Париж);
- полицентрические (конурбация) – с несколькими центрами, т.е. те, которые формируются вокруг нескольких городов сразу (Рурский бассейн).
Моноцентрические формы поселений в количественном плане преобладают над полицентрическими, поскольку крупный город легче «обрастает» спутниковыми поселками и формирует крепкие логистические и промышленные связи. Рост центрального города сопровождается поглощением поселков в его округе и определением направления для их развития.
Полицентрическая агломерация встречается гораздо реже, поскольку включает сразу несколько городов-ядер. Рурский бассейн, к примеру, сосредотачивает в себе независимые субъекты (Дортмунд, Эссен) со своими спутниками. Полицентрическая форма поселений включает в себя самостоятельные ядра, объединенные единой территорией.
Структура и развитие
Крупнейшие городские агломерации исторически сформировались на базе древних столиц, чей возраст превышает сотню лет. Исключение составляют населенные пункты в Америке, которые заранее строились, как крупные населенные и промышленные центры.
Городская агломерация структурирована в пределах города (границы его условны) и разделяется на участки:
- Центр (исторический район) с высокой посещаемостью. Здесь располагаются памятники архитектуры и истории, городская ратуша.
- Деловой центр, который кольцом окружает центр – здесь находятся офисные здания, множество мест общественного питания и торговые центры.
- Жилая зона (возможно старые застройки), которая преобразуется в деловые кварталы — высокая стоимость земли под старыми постройками становится причиной их сноса или модернизации в офисные и прочие здания.
- Массовая застройка – это спальные районы и промышленные зоны. Тут располагаются места социальной значимости (больницы, детские сады, школы и пр.).
- Пригород – здесь часто располагаются зеленые и промышленные зоны, начинаются поселки-спутники.
Формирование городской структуры происходит в несколько этапов:
- Индустриальный – начинает формироваться промышленная связь между центром и округами. Пока отсутствуют торговые связи и общая территория.
- Трансформационный – создается единый рынок, начинаются и увеличиваются маятниковые миграции.
- Динамичный – производство переносится на дальние участки спутников, формируется логистическая связь. Слияние ядра и периферии ускоряется. Возникает единая инфраструктура.
- Постиндустриальный — процессы слияния заканчиваются. Связи упрочняются и начинается процесс формирования единой деятельности, с одновременным повышением статуса.
Процесс развития и структура не зависит от территориального расположения формирований.
![]()
Формирование городской структуры
Функциональное соединение ряда городских форм поселений приводит к формированию мегалополиса.
Способы, основанные на образовании карбонатов в процессе брикетирования
Технология процесса брикетирования в этом случае тоже весьма сложная. Так, по наиболее известному способу Вейса, руда увлажняется известковым молоком и формуется в брикеты, которые подвергаются двухстадийной обработке углекислым газом под давлением. В первой стадии обработка производится холодным газом, во второй — нагретым до температуры 90—100°.





Образование карбоната протекает по схеме
Ca (ОН)2 + CO2 = CaCO3 + H2O.
Брикеты получаются прочными, но при нагревании разупрочняются вследствие реакции разложения карбоната окиси кальция.
Способ Аузиса
Способ Аузиса основан на добавке к руде извести-пушонки с обработкой смеси перед прессованием 10%-ным раствором хлористого кальция или магния.
В рудной массе протекает реакция по схеме
MgCl2 или CaCl2 + Ca (ОН)2 = MgCO3 или CaCO3.
По выходе из пресса брикеты подвергаются сушке и обжигу при температуре 400—500°, после чего удовлетворяют требованиям по прочности и термической устойчивости.
Брикетирование
Металлургические брикеты должны удовлетворять следующим требованиям:-
- Временное сопротивление брикета на раздавливание должно быть не ниже 50 кг/см2.
- Брикеты должны быть водоустойчивы. Временное сопротивление на раздавливание после часового пребывания брикета в воде не должно снижаться более чем на 10—15%. Мокрый брикет не должен разрушаться под действием мороза.
- Брикеты должны быть устойчивы в атмосфере перегретого пара.
- Брикеты не должны терять своей прочности при нагреве до 900°.
- При перегрузках, транспортировке и связанных с этим механических разрушениях брикеты не должны давать свыше 10% мелочи крупностью 5—0 нм.
Способы брикетирования руд делятся на следующие три группы:
- брикетирование без добавки связующих веществ;
- брикетирование с добавкой связующих веществ органического происхождения;
- брикетирование с добавкой неорганических связующих.
Брикетирование без добавки связующих
Брикетирование руд без добавки связующих возможно только в том случае, когда в них содержится достаточное количество глинистых примазок, выполняющих роль связующего. Исключение составляют тонкодисперсные частицы руды, обладающие свойствами коллоидов. Наибольшей прочностью обладают брикеты, полученные этим способом из бурых железняков. Большинство руд этого типа —увлажненные и хорошо перемешанные при сравнительно небольшом давлении — хорошо заполняют пресс-форму, давая плотные, однородные брикеты. Процесс производства таких брикетов мало отличается от производства обычного строительного кирпича. Давление прессования в зависимости от свойств руды применяется от 75 до 200 кг/см2.
При большой пластичности руды прессование может осуществляться в обычных ленточных прессах с давлением до 75 кг/см2, достоинством которых является высокая производительность, низкий расход энергии и небольшие эксплуатационные затраты.
Несмотря на кажущуюся простоту, брикетирование без связующих добавок не получило распространения, за исключением способа Грёндаля, который применяется на некоторых заводах в Швеции для окускования магнитных концентратов. Этот способ заключается в том, что тонкий концентрат во влажном состоянии прессуется в брикеты размерами 150×150×75 мм, которые подвергаются обжигу в туннельной печи с постепенным разогревом. Печь отапливается генераторным газом или угольной мелочью. Температура обжига брикетов из магнетитовых концентратов поддерживается на уровне 1400°, а время пребывания при этой температуре 40—45 мин. Температура обжига брикетов должна быть на 100—200° ниже температуры их плавления. Расход условного топлива на обжиг составляет 6—7% от веса брикетов. Недостатком способа является высокая стоимость брикетов по сравнению с агломератом и окатышами, в связи с чем он не получил распространения.
К недостаткам способов брикетирования руд без применения связующих веществ относятся следующие:
- Брикеты не пригодны к использованию непосредственно после формования, они нуждаются в продолжительной сушке и обжиге.
- Режим сушки и обжига требует сооружения громоздких и дорогих печей для обеспечения постепенного, не нарушающего целостность брикетов нагрева. Стоимость печей составляет основную сумму затрат на сооружение фабрики.
- Значительный расход топлива на сушку и обжиг брикетов, достигающий 8% от веса брикетов.
Брикетирование руд с добавкой связующих органического происхождения
Способы брикетирования руд с добавкой органических связующих имеют больше исторический, нежели практический интерес. В качестве присадок использовались каменноугольная смола, пек, деготь и даже ржаная мука. Высокая стоимость и дефицит перечисленных продуктов не могли содействовать распространению процессов брикетирования с применением органических связующих, и они повсеместно оставлены.
Кроме того, брикеты, полученные с добавкой органического связующего, термически не устойчивы: в зоне высоких температур, после сгорания органической присадки, брикеты рассыпаются.
Брикетирование с добавкой неорганических связующих
Группа способов брикетирования с использованием неорганических связующих наиболее обширна.
Большинство этих способов не нашло себе промышленного применения, но некоторые в недалеком прошлом не без успеха использовали на небольших металлургических заводах, а на некоторых предприятиях цветной металлургии применяют и в настоящее время.
По принципу действия связующих веществ способы этой группы можно разделить на шесть подгрупп, существенно отличающихся между собой.
Городские агломерации
Такую форму поселений можно подразделить на типы:
- моноцентрические – формирующиеся в области большого города (Нью-Йорк, Париж),
- полицентрические (конурбация) – с несколькими центрами, т.е. те, которые формируются вокруг нескольких городов сразу (Рурский бассейн).
Моноцентрические агломерации в количественном плане преобладают над полицентрическими, поскольку крупный город легче «обрастает» спутниковыми поселками и формирует крепкие логистические и промышленные связи. Рост центрального города сопровождается поглощением поселков в его округе и определением направления для их развития.
Полицентрическая агломерация встречается гораздо реже, поскольку включает сразу несколько городов-ядер. Рурский бассейн, к примеру, сосредотачивает в себе независимые субъекты (Дортмунд, Эссен) со своими спутниками. Полицентрическая агломерация включает в себя полностью самостоятельные ядра, объединенные лишь единой территорией.
Структура и развитие
Крупнейшие городские агломерации исторически сформировались на базе древних столиц, чей возраст превышает сотню лет. Исключение составляют населенные пункты в Америке, которые заранее строились, как крупные населенные и промышленные центры.
Городская агломерация структурирована в пределах города (границы его условны) и разделяется на участки:
- Центр (исторический район) с высокой посещаемостью. Здесь располагаются памятники архитектуры и истории, городская ратуша.
- Деловой центр, который кольцом окружает центр – здесь находятся офисные здания, множество мест общественного питания и торговые центры.
- Жилая зона (возможно старые застройки), которая преобразуется в деловые кварталы высокая стоимость земли под старыми постройками становится причиной их сноса или модернизации в офисные и прочие здания.
- Массовая застройка – это спальные районы и промышленные зоны. Тут располагаются места социальной значимости (больницы, детские сады, школы и пр.).
- Пригород – здесь часто располагаются зеленые и промышленные зоны, начинаются поселки-спутники.
Как происходит формирование городской структуры? Проведите вечер в объятьях роскошной индивидуалки Севастополя . Посетите наш интернет-ресурс, и вы обнаружите список самых умелых женщин вашего населённого пункта. просмотрите все доступные варианты, и мы посодействуем вам в выборе лучшей кандидатуры! В несколько этапов:
- Индустриальный – начинает формироваться промышленная связь между центром и округами. Пока отсутствуют торговые связи и общая территория.
- Трансформационный – создается единый рынок, начинаются и увеличиваются маятниковые миграции.
- Динамичный – производство переносится на дальние участки спутников, формируется устойчивая логистическая связь. Слияние ядра и периферии ускоряется. Возникает единая инфраструктура.
- Постиндустриальный процессы слияния заканчиваются. Связи упрочняются и начинается процесс формирования единой деятельности, с одновременным повышением статуса.
Процесс развития и структура не зависит от территориального расположения формирований.
Важно! Функциональное соединение ряда городских агломераций приводит к формированию мегалополиса. Формирование городской структуры
Окатывание руд
Окомкование, или окатывание, руд получает в настоящее время большое промышленное распространение для окускования тонкоизмельченных концентратов.
![]()
Первый патент на окомкование рудной мелочи во вращающихся барабанах был выдан в Швеции еще в 1913 г., но промышленное внедрение процесса началось в США в конце сороковых годов. В СССР первая опытная фабрика построена в феврале 1959 г. на Криворожском Южном горнообогатительном комбинате (КЮГОК).








Получение окатышей производится во вращающихся барабанах (рис. 11) или в тарельчатых грануляторах (рис. 12), конструкция и эксплуатация которых сложнее барабанных окомкователей, но готовая продукция получается более однородной по размеру. Сырые окатыши подвергаются обжигу для придания им прочности. Для обжига применяются шахтные печи, ленточные машины агломерационного типа и вращающиеся трубчатые печи.
Температура обжига зависит от свойств концентрата и лежит в пределах 1100—1400°. Расход топлива составляет около 200—250 тыс. к/кал на тонну окатышей. В настоящее время предложено несколько схем обжига окатышей. На рис. 13 показана шахтная печь, работающая на фабрике Ири (США). Печь представляет собой прямоугольную шахту высотой 14 м, шириной 1,8 м, длиной 4,2 м с двумя камерами для сжигания топлива. Фабрика Ири имеет годовую производительность 7,5 млн. т.
![]()
Ленточные машины агломерационного типа применяются двоякого вида: с нижней тягой, т. е. с просасыванием воздуха и продуктов горения через слой обжигаемых окатышей (рис. 14), и машины с дутьем (рис. 15), в которой воздух вентиляторами вдувается под колосниковую решетку с расположенным на ней слоем сырых окатышей. Топливом в обоих случаях является угольная мелочь, которой опудривается поверхность сырых окатышей.
![]()
Первый тип машин — с нижней тягой — работает при постоянной высоте слоя окатышей с рекуперацией тепла отходящих газов.
![]()
На машинах с дутьем по мере движения тележек высота слоя доводится до 900 мм, чем достигается значительная экономия в расходе горючего.
![]()
Обжиг на твердом горючем происходит в восстановительной среде, что отрицательно отражается на прочности и восстановимости окатышей. С этой точки зрения газовый обжиг является более желательным. При возможности получения дешевого природного газа обжиг будет обходиться дешево, а окатыши приобретут высокую восстановимость.
Машина для газового обжига окатышей предложена фирмой Лурги (рис. 16) и установлена в Канаде на заводе в Коппер-Клиффсе.
![]()
Фирмой Алис-Чалмерс для обжига окатышей предложена вращающаяся печь, в которую окатыши поступают после сушки и подогрева на колосниковой решетке (рис. 17).
![]()
Инженером П. И. Канавцем предложен химико-каталитический способ упрочнения окатышей, не требующий их обжига. Способ основан на добавке к концентрату 8—15% извести и 0,01—0,25% катализатора в виде глюкозы, которая способствует образованию в окатыше прочного скелета из известняка. В шихту вводится до 10—15% угля любой марки, который заменяет дорогой металлургический кокс при плавке окатышей.
Концентрат, известь и топливо тщательно перемешиваются, смесь поступает в окомкователь, где увлажняется распыленным водным раствором катализатора. Окатыши подвергаются обработке отходящими газами от известково-обжигательных печей в течение 2-час. Газ должен содержать не менее 20% углекислоты, температура обработки окатышей 55—65°. Химико-каталитический способ не вышел еще из стадии лабораторных исследований и нуждается в промышленном испытании.
Процесс агломерации
Процесс агломерации начинается с перемешивания порошка с добавлением специальных связующих веществ, таких как вода, клей или растворитель. Затем полученная смесь подвергается обработке, которая позволяет частицам порошка взаимодействовать и сцепляться друг с другом.
Один из основных механизмов агломерации – это процесс диффузии. При диффузии молекулы связующего вещества проникают в основную структуру порошка и взаимодействуют с его частицами, образуя связи между ними. Также механизмом агломерации может быть сжатие порошка под высоким давлением или использование термической обработки.
Результатом агломерации является образование гранул, которые имеют более крупные размеры и более высокую плотность по сравнению с исходным порошком. Гранулы обладают лучшей устойчивостью к механическим воздействиям, легко перерабатываются и позволяют получить продукцию более высокого качества.
Процесс агломерации широко применяется в различных отраслях промышленности, например, в производстве металлургической продукции, химической промышленности, фармацевтике и пищевой промышленности. Он позволяет упростить технологические процессы, повысить эффективность производства и улучшить качество готовой продукции.
В чем разница между агломерацией и дегломерацией?
Агломерация и дегломерация противоположны друг другу, поскольку эти термины относятся к комбинации или распаду масс. Ключевое различие между агломерацией и дегломерацией состоит в том, что агломерация — это процесс агрегации, тогда как дегломерация — это процесс разрушения агрегатов. Кроме того, реагенты при агломерации представляют собой мелкие или мелкодисперсные частицы, в то время как реагенты при дегломерации представляют собой крупные вещества.
Более того, конечный продукт реакции агломерации представляет собой большую массу, тогда как конечные продукты дегломерации представляют собой мелкие частицы. Кроме того, с точки зрения их применения, агломерация важна для уменьшения образования пыли, снижения растворимости, снижения реакционной способности, улучшения смачиваемости и т. Д. Между тем, дегломерация важна для увеличения растворимости веществ, увеличения реакционной способности реагентов, загущающие растворы и увеличивающие скорость реакции. Таким образом, это также существенная разница между агломерацией и дегломерацией.
![]()
Основные принципы агломерации технология
- Концентрация ресурсов и навыков. В рамках агломерации технология предприятия могут объединять свои ресурсы, такие как сырье, энергия и трудовые ресурсы, чтобы достичь экономической эффективности и экономии масштаба. Кроме того, агломерация технология способствует формированию концентрированного пула специалистов и навыков, что способствует обмену опытом и инновациям.
- Вертикальная и горизонтальная интеграция. Агломерация технология часто предполагает интеграцию предприятий в различных отраслях, связанных между собой поставками сырья и продукции. Это может привести к построению вертикальных цепочек поставок и горизонтальным связям между предприятиями в одной отрасли.
- Закрытый цикл производства. Агломерация технология способствует организации закрытых циклов производства, в которых отходы одного предприятия могут быть использованы в качестве ресурсов для других предприятий. Такая организация производства помогает сократить отходы и улучшить эффективность использования ресурсов.
- Совместное использование инфраструктуры. В рамках агломерации технология предприятия могут совместно использовать инфраструктуру, такую как дороги, железные дороги и энергетические сети. Это помогает снизить затраты на инфраструктуру и сделать производство более эффективным.
Все эти принципы вместе способствуют созданию экономически выгодной среды для предприятий и позволяют достичь таких преимуществ, как экономия масштаба, сокращение затрат и повышение конкурентоспособности.
Преимущества агломерации технологии
-
Концентрация ресурсов и знаний: Благодаря агломерации технологии, ресурсы и знания объединяются в одном месте, что способствует их более эффективному использованию и обмену. Кластеры технологического развития позволяют предприятиям и научным учреждениям взаимодействовать и сотрудничать для достижения общих целей.
-
Стимулирование инноваций: Агломерация технологии способствует повышению инноваций и технологических разработок. Близость различных предприятий и исследовательских центров позволяет обмениваться идеями, знаниями и опытом, что повышает вероятность появления новых инноваций и их быстрого внедрения на практике.
-
Экономическая эффективность: Агломерация технологии позволяет снизить издержки на исследования и разработки за счет общего использования ресурсов и инфраструктуры. Кроме того, присутствие большого числа технологических предприятий в одном регионе способствует увеличению спроса на квалифицированные кадры и трудовые ресурсы, что приводит к общему росту экономики региона.
-
Повышение конкурентоспособности: Агломерация технологии способствует повышению конкурентоспособности предприятий и региона в целом. Взаимодействие и сотрудничество между различными организациями и институтами позволяет создавать новые продукты и услуги, участвовать в глобальных цепочках поставок и получать доступ к новым рынкам.
Таким образом, агломерация технологии играет важную роль в стимулировании инноваций, повышении эффективности и конкурентоспособности предприятий и регионов, что способствует устойчивому экономическому развитию.
Брикетирование
Металлургические брикеты должны удовлетворять следующим требованиям:-
- Временное сопротивление брикета на раздавливание должно быть не ниже 50 кг/см2.
- Брикеты должны быть водоустойчивы. Временное сопротивление на раздавливание после часового пребывания брикета в воде не должно снижаться более чем на 10—15%. Мокрый брикет не должен разрушаться под действием мороза.
- Брикеты должны быть устойчивы в атмосфере перегретого пара.
- Брикеты не должны терять своей прочности при нагреве до 900°.
- При перегрузках, транспортировке и связанных с этим механических разрушениях брикеты не должны давать свыше 10% мелочи крупностью 5—0 нм.
Способы брикетирования руд делятся на следующие три группы:
- брикетирование без добавки связующих веществ;
- брикетирование с добавкой связующих веществ органического происхождения;
- брикетирование с добавкой неорганических связующих.
Брикетирование без добавки связующих
Брикетирование руд без добавки связующих возможно только в том случае, когда в них содержится достаточное количество глинистых примазок, выполняющих роль связующего. Исключение составляют тонкодисперсные частицы руды, обладающие свойствами коллоидов. Наибольшей прочностью обладают брикеты, полученные этим способом из бурых железняков. Большинство руд этого типа —увлажненные и хорошо перемешанные при сравнительно небольшом давлении — хорошо заполняют пресс-форму, давая плотные, однородные брикеты. Процесс производства таких брикетов мало отличается от производства обычного строительного кирпича. Давление прессования в зависимости от свойств руды применяется от 75 до 200 кг/см2.








При большой пластичности руды прессование может осуществляться в обычных ленточных прессах с давлением до 75 кг/см2, достоинством которых является высокая производительность, низкий расход энергии и небольшие эксплуатационные затраты.
Несмотря на кажущуюся простоту, брикетирование без связующих добавок не получило распространения, за исключением способа Грёндаля, который применяется на некоторых заводах в Швеции для окускования магнитных концентратов. Этот способ заключается в том, что тонкий концентрат во влажном состоянии прессуется в брикеты размерами 150×150×75 мм, которые подвергаются обжигу в туннельной печи с постепенным разогревом. Печь отапливается генераторным газом или угольной мелочью. Температура обжига брикетов из магнетитовых концентратов поддерживается на уровне 1400°, а время пребывания при этой температуре 40—45 мин. Температура обжига брикетов должна быть на 100—200° ниже температуры их плавления. Расход условного топлива на обжиг составляет 6—7% от веса брикетов. Недостатком способа является высокая стоимость брикетов по сравнению с агломератом и окатышами, в связи с чем он не получил распространения.
К недостаткам способов брикетирования руд без применения связующих веществ относятся следующие:
- Брикеты не пригодны к использованию непосредственно после формования, они нуждаются в продолжительной сушке и обжиге.
- Режим сушки и обжига требует сооружения громоздких и дорогих печей для обеспечения постепенного, не нарушающего целостность брикетов нагрева. Стоимость печей составляет основную сумму затрат на сооружение фабрики.
- Значительный расход топлива на сушку и обжиг брикетов, достигающий 8% от веса брикетов.
Брикетирование руд с добавкой связующих органического происхождения
Способы брикетирования руд с добавкой органических связующих имеют больше исторический, нежели практический интерес. В качестве присадок использовались каменноугольная смола, пек, деготь и даже ржаная мука. Высокая стоимость и дефицит перечисленных продуктов не могли содействовать распространению процессов брикетирования с применением органических связующих, и они повсеместно оставлены.
Кроме того, брикеты, полученные с добавкой органического связующего, термически не устойчивы: в зоне высоких температур, после сгорания органической присадки, брикеты рассыпаются.
Брикетирование с добавкой неорганических связующих
Группа способов брикетирования с использованием неорганических связующих наиболее обширна.
Большинство этих способов не нашло себе промышленного применения, но некоторые в недалеком прошлом не без успеха использовали на небольших металлургических заводах, а на некоторых предприятиях цветной металлургии применяют и в настоящее время.
По принципу действия связующих веществ способы этой группы можно разделить на шесть подгрупп, существенно отличающихся между собой.
Подведение итогов
Выбор оборудования для вторичной переработки пленочных отходов зависит от конкретных целей, а также от состояния исходных сырьевых компонентов. Например, если производитель нашел постоянный объем чистой пленки или стрейча, то достаточно приобрести агломератор или пласткомпактор.
Отличие в цене между капсулятором и другим оборудованием не существенное, но здесь необходимо тщательно просчитать расходы. Возможно, более высокие затраты на старте быстрее окупятся за счет экономии на трудозатратах и более высокой цены на капсулы, чем на агломерат.
Если приходится иметь дело с потоком полимерных отходов разной природы, то без капсулятора или пласткомпактора не обойтись. Они позволяют обойти сортировку материала по полимерам. Если нет маркировки на таре, то без соответствующего аналитического оборудования и опыта работать тяжело.
О маркировке и сортировке пластикового сырья читайте здесь.
Универсальным станком является гранулятор. При экструзии в расплаве можно добиться хорошего усреднения разнородных пластиков путем подбора температуры и условий переработки (конфигурация шнека, число оборотов и т.д.). Но этот вариант самый дорогостоящий и требует наличия оператора с хорошим уровнем подготовки.